Виды арматуры и ее применение – чем и как укрепляют бетон? + Видео
Арматура относится к сортовому длинномерному прокату, спрос на который с годами только увеличивается. Основным его потребителем является строительный рынок, который по большому счету и диктует, какие виды арматуры сегодня выпускать производителям.
1 Виды арматуры и ее применение – многогранная сталь
Задавшись вопросом, какая бывает арматура, сложно получить исчерпывающий ответ в нескольких абзацах. Арматуру можно разделить на виды по самым разным характеристикам: по форме профиля, по назначению, по материалу изготовления, по технологии производства, по особенностям нагрузки в конструкциях из железобетона. И это еще далеко не все, однако остановимся на основных группах.
Итак, арматура бывает круглой и квадратной. Квадратная арматура поставляется исключительно в горячекатаных стальных прутках, со стороной квадрата от 5 мм до 200 мм. Углы могут быть как острыми, так и притупленными. Квадратные изделия, чаще всего, пользуются спросом при создании конструкций в качестве угловых опор, а также при создании заборов разной сложности.
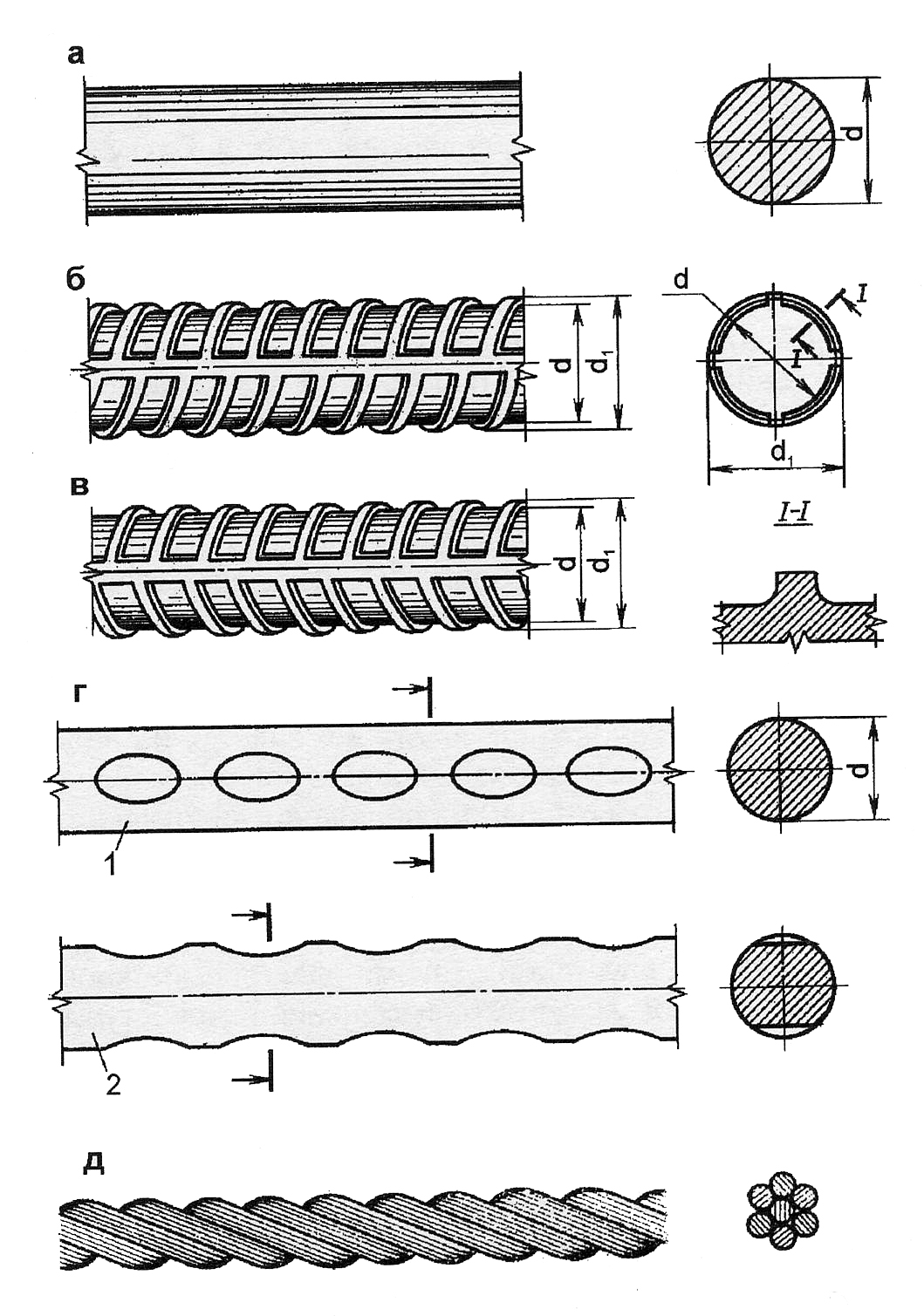
Круглая арматура, в свою очередь, по профилю делится на гладкую и рифленую. Последняя представляет собой прутки с равномерным рифлением разного вида – все они преследуют цель более надежного сцепления с бетоном. Рифленая арматура обязательно имеет два продольных ребра, между которыми по спирали проходит рифление.
Именно арматура с рифлением, чаще всего, применяется в сооружениях из железа и бетона. По назначению такие изделия делят на рабочие, распределительные, монтажные и хомуты (анкера). Рабочая арматура берет на себя в железобетонных конструкциях скалывающую и растягивающую нагрузку от внешнего воздействия и непосредственно веса конструкций.
Распределительная арматура отвечает на удержание рабочих прутьев арматуры в нужном положении, а также распределяет между ними равномерно вес конструкции.
Монтажная арматура служит для сборки каркаса, ее задача – обеспечить точное положение всех элементов при бетонировании. Хомуты же связывают арматуру в одно целое, предохраняя бетон от возникновения косых трещин возле опор.
2 Спецификация арматуры – конструкции и каркасы
Требуемые механические свойства обеспечиваются при изготовлении самой стали. Для производства нужной арматуры используют не только углеродистую сталь, но и материал, легированный марганцем и кремнием. Еще более прочные, но и более дорогие изделия легируют титаном и хромом. По степени прочности на разрыв изделия делят на стержневые и проволочные. Стержневую арматуру производят на металлургических заводах путем холодного или горячего проката. Готовые изделия могут быть подвержены дополнительной обработке вытяжкой в холодном состоянии или термической обработке.
Проволочные изделия получают в результате холодной протяжки подготовленных стержней через ряд последовательно уменьшающихся в диаметре отверстий (фильеры).
В результате протяжки стержни существенно сужаются и увеличиваются по длине. Но главная цель металлургов – изменение кристаллической структуры стали, которая приобретает повышенную прочность на разрыв. Помимо этого, арматуру делят на поперечную и продольную. Если последняя стойко противостоит растягивающему напряжению и препятствует образованию вертикальных трещин, то поперечная помогает избегать образования наклонных трещин от скалывающих напряжений, что особенно актуально для опор.
Но главная цель металлургов – изменение кристаллической структуры стали, которая приобретает повышенную прочность на разрыв. Помимо этого, арматуру делят на поперечную и продольную. Если последняя стойко противостоит растягивающему напряжению и препятствует образованию вертикальных трещин, то поперечная помогает избегать образования наклонных трещин от скалывающих напряжений, что особенно актуально для опор.
Изделия из арматуры также делят на следующие виды: арматурные сетки, каркасы из арматуры и штучная арматура.
- Арматурная сетка состоит из перекрещивающихся стержней, которые соединяются в местах пересечений проволокой для вязки или сваркой. Применяют готовые сетки в качестве «полуфабриката» для армирования плит.
- Каркасы из арматуры делают из продольных круглых прутков и соединяющей их решетки. В обычном виде это плоские каркасы, из которых при необходимости собирают пространственные каркасы. При их изготовлении используются как холоднокатаные, так и горячекатаные изделия.
 Их применение, в основном, сконцентрировано на армировании колонн и балок.
Их применение, в основном, сконцентрировано на армировании колонн и балок. - К штучной арматуре относят как прутки из круглых стержней, так и более жесткие профильные изделия из стали: различные виды швеллеров, уголки, трубы, рельсы, двутавровые балки. На месте бетонирования эти элементы, в зависимости от сложности, собираются в арматурный каркас или конструкцию произвольной формы с помощью сварки или вязки арматуры. Штучные изделия используются, в основном, на малых объектах строительства или в сложных, стесненных условиях бетонирования, когда готовый каркас или сетку невозможно доставить к месту бетонирования.
 Их применение, в основном, сконцентрировано на армировании колонн и балок.
Их применение, в основном, сконцентрировано на армировании колонн и балок.3 Арматура нержавеющая – альтернатива металлу!
Все виды арматуры из стали обладают существенным минусом, который ограничивает сроки хранения и использования – сталь подвержена коррозии, не говоря уже об излишней степени расширения, теплопроводности, проведении электричества и намагничивании.
Именно поэтому альтернативная арматура из полимерных материалов и минеральных волокон (стекловолокно, базальтовое волокно) после тщательного анализа очень активно внедряется в производство. Внешний вид композитная арматура позаимствовала у рифленой металлической – многочисленные ребра обеспечивают плотное сцепление с бетоном. В остальном же между изделиями существенная разница:
- Удельный вес готовых прутков из полимеров и стекловолокна в четыре раза меньше аналогичных по диаметру металлических.
- Прочность композитных материалов выше, что позволяет при создании конструкций с соблюдением прочностных характеристик уменьшать вес каркасов разной сложности до 10 раз! Следовательно, на фундамент сооружения оказывается существенно меньшая нагрузка, а значит его параметры могут быть изменены в сторону уменьшения.
- Высокая стойкость к коррозии и химическим воздействиям. Композитную арматуру можно свободно использовать даже при сооружении подводных конструкций в соленой морской воде – сроки эксплуатации, указанные производителем, она отработает.
- Отсутствие коррозии повышает надежность и долговечность конструкций.
- Теплопроводность композитных изделий в 100 раз ниже, чем у металлических. Следовательно, помещения, построенные с ее применением, существенно теплее – стены удерживают тепло и не пропускают холод.
- Проведение работ возможно без привлечения тяжелой техники.
- Эпоксидные смолы и минеральные волокна, используемые при производстве арматуры, не проводят электричество и не намагничиваются. Такие свойства незаменимы в военной и медицинской сферах, при сооружении аэропортов и других зданий, оборудованных высокоточной техникой.
4 Мини-арматура – фибровые волокна
Помимо традиционной арматуры в виде прутков, все чаще строители прибегают к армированию бетонных конструкций с помощью фибрового волокна. Впрочем, фибра – это лишь усовершенствованный вариант старых способов повышения прочности строительных смесей, в которые добавляли камыш, солому и даже овечью шерсть. Современные фиброволокна изготавливаются из стали (мелкие отрезки проволоки из низкоуглеродистой стали), полипропилена, стекловолокна и синтетического материала полиамида.
Современные фиброволокна изготавливаются из стали (мелкие отрезки проволоки из низкоуглеродистой стали), полипропилена, стекловолокна и синтетического материала полиамида.
Фиброволокна препятствуют возникновению усадочных трещин, с их помощью достигается более высокая плотность бетона, устойчивость к вибрациям и изменению температурных режимов. Материал обретает большую прочность на изгиб и растяжение, стойкость к расслаиванию. Бетон стоек к истиранию и воздействию химических средств (в случае применения стекловолокна, полиамида, полипропилена), именно поэтому его применяют при строительстве дорожных полотен и взлетно-посадочных магистралей на аэродромах.
Страница не найдена — ГидФундамент
Содержание статьи1 Последствия неправильного выбора арматуры2 Понимание процесса работы арматуры в ленточном фундаменте3 Критерии надёжности4 Виды5 Классификация5.
Содержание статьи1 Виды монолитных лестниц2 Типы и назначение арматуры3 Практические рекомендации4 Особенности расчёта армирования лестницы4.1 Задачи армирования4.2 Угол подъёма4.3 Место […]
Содержание статьи1 Задачи армирования2 Основная функция защитного слоя3 Факторы формирования толщины4 Нормативы и допуски защитного слоя бетона5 Ошибки6 Восстановление защитного […]
Содержание статьи1 Особенности устройства кирпичной фундаментной ленты2 Свойства грунтов3 Выбор конструкции4 Достоинства5 Выбор кирпича для фундамента5.1 Размеры5.2 Маркировка6 Ленточный фундамент7 […]
Содержание статьи1 Этапы возведения мелкозаглубленного ленточного фундамента1.1 Проектирование, расчёт1.2 Водоотведение с участка1.3 Планировка и разметка1.4 Организация строительной площадки1.5 Земляные работы1.6 […]
Содержание статьи1 Фундамент забора с кирпичными столбами2 Геология участка3 Промерзание грунта4 Материал фундамента4. 1 Бетонирование с армированием4.2 Бутовый бетон5 Виды фундаментов […]
1 Бетонирование с армированием4.2 Бутовый бетон5 Виды фундаментов […]
Содержание статьи1 Виды конструкций откатных ворот1.1 Консольные1.2 Подвесные1.3 Рельсовые2 Фундамент под откатные ворота2.1 Общие моменты технологии возведения фундамента2.2 Типы фундамента […]
Содержание статьи1 Когда армирование кладки не нужно2 Исторический опыт3 Общее понимание армирования кладки4 Назначение армирования кладки5 Виды армирования6 Сетка металлическая […]
Содержание статьи1 Структура композитной арматуры2 Типоразмеры и параметры3 Сферы применения4 Ребристые и гладкие стержни5 Преимущества композитной арматуры6 Рекомендации по выбору […]
Содержание статьи1 Обзор опалубочных систем и применяемых материалов2 Самостоятельное изготовление опалубки перекрытий – принципы и условия3 Монтаж опалубки монолитного перекрытия3.1 […]
Страница не найдена — ГидФундамент
Содержание статьи1 Последствия неправильного выбора арматуры2 Понимание процесса работы арматуры в ленточном фундаменте3 Критерии надёжности4 Виды5 Классификация5. 1 Классы5.2 Дополняющие литеры5.3 […]
1 Классы5.2 Дополняющие литеры5.3 […]
Содержание статьи1 Виды монолитных лестниц2 Типы и назначение арматуры3 Практические рекомендации4 Особенности расчёта армирования лестницы4.1 Задачи армирования4.2 Угол подъёма4.3 Место […]
Содержание статьи1 Задачи армирования2 Основная функция защитного слоя3 Факторы формирования толщины4 Нормативы и допуски защитного слоя бетона5 Ошибки6 Восстановление защитного […]
Содержание статьи1 Особенности устройства кирпичной фундаментной ленты2 Свойства грунтов3 Выбор конструкции4 Достоинства5 Выбор кирпича для фундамента5.1 Размеры5.2 Маркировка6 Ленточный фундамент7 […]
Содержание статьи1 Этапы возведения мелкозаглубленного ленточного фундамента1.1 Проектирование, расчёт1.2 Водоотведение с участка1.3 Планировка и разметка1.4 Организация строительной площадки1.5 Земляные работы1.6 […]
Содержание статьи1 Фундамент забора с кирпичными столбами2 Геология участка3 Промерзание грунта4 Материал фундамента4. 1 Бетонирование с армированием4.2 Бутовый бетон5 Виды фундаментов […]
1 Бетонирование с армированием4.2 Бутовый бетон5 Виды фундаментов […]
Содержание статьи1 Виды конструкций откатных ворот1.1 Консольные1.2 Подвесные1.3 Рельсовые2 Фундамент под откатные ворота2.1 Общие моменты технологии возведения фундамента2.2 Типы фундамента […]
Содержание статьи1 Когда армирование кладки не нужно2 Исторический опыт3 Общее понимание армирования кладки4 Назначение армирования кладки5 Виды армирования6 Сетка металлическая […]
Содержание статьи1 Структура композитной арматуры2 Типоразмеры и параметры3 Сферы применения4 Ребристые и гладкие стержни5 Преимущества композитной арматуры6 Рекомендации по выбору […]
Содержание статьи1 Обзор опалубочных систем и применяемых материалов2 Самостоятельное изготовление опалубки перекрытий – принципы и условия3 Монтаж опалубки монолитного перекрытия3.1 […]
Страница не найдена — ГидФундамент
Содержание статьи1 Последствия неправильного выбора арматуры2 Понимание процесса работы арматуры в ленточном фундаменте3 Критерии надёжности4 Виды5 Классификация5. 1 Классы5.2 Дополняющие литеры5.3 […]
1 Классы5.2 Дополняющие литеры5.3 […]
Содержание статьи1 Виды монолитных лестниц2 Типы и назначение арматуры3 Практические рекомендации4 Особенности расчёта армирования лестницы4.1 Задачи армирования4.2 Угол подъёма4.3 Место […]
Содержание статьи1 Задачи армирования2 Основная функция защитного слоя3 Факторы формирования толщины4 Нормативы и допуски защитного слоя бетона5 Ошибки6 Восстановление защитного […]
Содержание статьи1 Особенности устройства кирпичной фундаментной ленты2 Свойства грунтов3 Выбор конструкции4 Достоинства5 Выбор кирпича для фундамента5.1 Размеры5.2 Маркировка6 Ленточный фундамент7 […]
Содержание статьи1 Этапы возведения мелкозаглубленного ленточного фундамента1.1 Проектирование, расчёт1.2 Водоотведение с участка1.3 Планировка и разметка1.4 Организация строительной площадки1.5 Земляные работы1.6 […]
Содержание статьи1 Фундамент забора с кирпичными столбами2 Геология участка3 Промерзание грунта4 Материал фундамента4. 1 Бетонирование с армированием4.2 Бутовый бетон5 Виды фундаментов […]
1 Бетонирование с армированием4.2 Бутовый бетон5 Виды фундаментов […]
Содержание статьи1 Виды конструкций откатных ворот1.1 Консольные1.2 Подвесные1.3 Рельсовые2 Фундамент под откатные ворота2.1 Общие моменты технологии возведения фундамента2.2 Типы фундамента […]
Содержание статьи1 Когда армирование кладки не нужно2 Исторический опыт3 Общее понимание армирования кладки4 Назначение армирования кладки5 Виды армирования6 Сетка металлическая […]
Содержание статьи1 Структура композитной арматуры2 Типоразмеры и параметры3 Сферы применения4 Ребристые и гладкие стержни5 Преимущества композитной арматуры6 Рекомендации по выбору […]
Содержание статьи1 Обзор опалубочных систем и применяемых материалов2 Самостоятельное изготовление опалубки перекрытий – принципы и условия3 Монтаж опалубки монолитного перекрытия3.1 […]
Арматура: описание,виды,характеристика,типы,фото,видео,классификация | Строительные материалы
Для чего нужна арматура и армирование фундамента? Эта мера увеличивает прочность бетонных конструкций. За счет чего это происходит? Сталь, из которой в основном делают этот элемент, имеет высокие прочностные характеристики: в 7-8 раз прочнее, чем сам бетон. Располагают прутья арматуры в массиве бетона таким образом, чтобы нагрузки приходились на арматуру. После того, как бетон обретает всю свою прочность, система становится монолитной, а ее прочностные характеристики в разы выше, чем у аналогичного по размерам сооружения, но без армирования.
За счет чего это происходит? Сталь, из которой в основном делают этот элемент, имеет высокие прочностные характеристики: в 7-8 раз прочнее, чем сам бетон. Располагают прутья арматуры в массиве бетона таким образом, чтобы нагрузки приходились на арматуру. После того, как бетон обретает всю свою прочность, система становится монолитной, а ее прочностные характеристики в разы выше, чем у аналогичного по размерам сооружения, но без армирования.
Содержание статьи
Сталь горячекатаная для армирования ЖБК
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
| Арматурная сталь периодического профиля Стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном.  Арматурная сталь гладкая Класс прочности Угол наклона поперечных выступов Шаг поперечных выступов Высота поперечных выступов Номинальный диаметр арматурной стали периодического профиля (номер профиля) Номинальная площадь поперечного сечения |

ГОСТ 10884-81
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций.
По этому стандарту арматура в зависимости от механических свойств подразделяются на классы: Ах-III, Ат-IV, Ат-V, Ат-VI, Ат-VII, Ат-VIII.
Арматуру по этому стандарту изготовляют из стали следующих марок:
| Класс арматурной стали | Марка стали |
| Ат-III | Ст5 (Ст5сп, Ст5пс) |
| Ат-IV, AT-IVC, AT-IVK | 20ГС; 25Г2С; 35ГС; 28С;10ГС2; 08Г2С; 25С2Р; |
| Aт-V (К и СК) | 20ГС; 20ГС2; 08Г2С; 10ГС2; 28С; 25Г2С; 35ГС; 25С2Р; 20ХГС2; |
| Ат-VII | 30ХС2; |
ГОСТ 5781-82
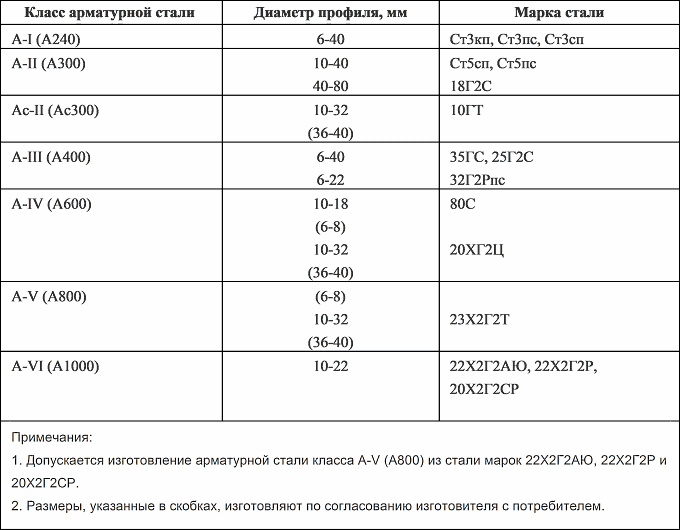
В зависимости от механических свойств арматурную сталь подразделяют на классы A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
Арматурную сталь изготавливают в стержнях или мотках. Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливают гладкой.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
Арматурная сталь класса A-II (А300), изготовленная в обычном исполнении, и специального назначения Ас-II (Ас300), должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Арматурную сталь классов A-I (A240) и A-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А-IV (А600), A-V(A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в таблице. Для стержней класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем.
Марки стали, применяемые для изготовления арматуры разных классов (ГОСТ 5781-82)
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (А240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| A-II (А300) | 10-40 40-80 | Ст5сп, Ст5пс 18Г2С |
| Ас-II (Ас300) | 10-32 (36-40) | 10ГТ |
| A-III (A400) | 6-40 6-22 | 35ГС, 25Г2С 32Г2Рпс |
| A-IV (A600) | 10-18 (6-8) 10-32 (36-40) | 80С 20ХГ2Ц |
| A-V (А800) | (6-8) 10-32 (36-40) | 23Х2Г2Т |
| А-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания:
Допускается изготовление арматурной стали класса A-V (А800) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
Западно-Сибирским металлургическим комбинатов выпускается термомеханически упрочненная арматурная сталь классов А400С и А500С по ТУ 14-1-5254-94. Низкое содержание углерода наряду с термомеханической обработкой арматурной стали в потоке проката обеспечивает ее улучшенную свариваемость и пластичность, повышенную вязкость и долговечность. Эта арматурная сталь по своим свойства отвечает требованиям международный стандартов.
Госстрой России рекомендует применение арматурной стали А400С и А500С в железобетонных конструкциях наряду и взамен арматурной стали классов A-III марок 25Г2С и 35ГС (ГОСТ 5781-82) и Ат-IIIС (ГОСТ 10884-81) тех же диаметров. Термотехнические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).
Параметры стержневой арматуры (ГОСТ 5781-82)
| Номер профиля (номинальный диаметр стержня), мм | Масса 1 м профиля, кг | Количество метров в 1 тн | Площадь поперечного сечения, см2 |
| 6 | 0,222 | 4504,50 | 0,283 |
| 8 | 0,395 | 2531,65 | 0,503 |
| 10 | 0,617 | 1620,75 | 0,785 |
| 12 | 0,888 | 1126,13 | 1,131 |
| 14 | 1,210 | 826,45 | 1,540 |
| 16 | 1,580 | 632,91 | 2,010 |
| 18 | 2,000 | 500,00 | 2,540 |
| 20 | 2,470 | 404,86 | 3,140 |
| 22 | 2,980 | 335,57 | 3,800 |
| 25 | 3,850 | 259,74 | 4,910 |
| 28 | 4,830 | 207,04 | 6,160 |
| 32 | 6,310 | 158,48 | 8,040 |
| 36 | 7,990 | 125,16 | 10,180 |
| 40 | 9,870 | 101,32 | 12,570 |
| 45 | 12,480 | 80,13 | 15,000 |
| 50 | 15,410 | 64,89 | 19,630 |
| 55 | 18,650 | 53,62 | 23,760 |
| 60 | 22,190 | 45,07 | 28,270 |
| 70 | 30,210 | 33,10 | 38,480 |
| 80 | 39,460 | 25,34 | 50,270 |
ТИПЫ ПРИМЕНЯЕМОЙ АРМАТУРЫ
Армирование бетона проводится мягкой сталью с допустимым напряжением в металле, указанным в соответствующих СНиП.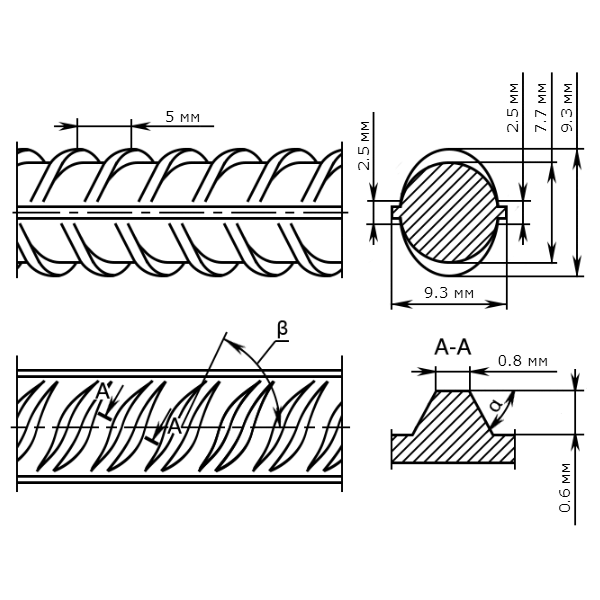 В качестве арматуры применяют также:
В качестве арматуры применяют также:
- среднеуглеродистую сталь;
- высокоуглеродистую сталь;
- холоднокатаную стальную проволоку.
В качестве арматуры используют деформированные стержни с зазубринами. Неровность стержня позволяет обеспечить лучшую механическую связь арматуры и бетона. Эффективность такой связи небольшая и увеличивается, если между составными элементами происходит напряжение на сдвиг. Чем выше усилие на сдвиг, тем выше сопротивление материала за счет лучшего сцепления. Арматура с деформированной поверхностью самостоятельно не применяется, так как присутствует опасность сколов бетона. Чаще всего такая арматура применяется дополнительно со стальной проволокой.
В качестве арматуры для бетона применяется арматурная сетка, которая изготавливается из стальной проволоки. Для соединения проволоки применяется электросварка. Для изготовления сетки могут применяться витые стержни с прочным соединением в местах пересечения. Использование таких стержней позволяет не использовать электросварку. Применяется сетка чаще всего при изготовлении железобетонных плит, используемых как при строительстве домов, так и при строительстве дорог.
Применяется сетка чаще всего при изготовлении железобетонных плит, используемых как при строительстве домов, так и при строительстве дорог.
Применяется арматура такой конструкции для проведения армирования плит перекрытия, а также стеновых панелей. Стальной лист с прорезями может содержать небольшую шероховатость, которая создаст лучшее сцепление штукатурки с плитой.Еще один тип арматуры для бетона – листовая стальная арматура. Конструктивно такая арматура представляет собой пластину листовой стали, в которой делают прорези с их последующим отгибанием. Получается что-то в виде сита. Ячейки такого сита могут иметь различную конструкцию.
Какая бывает арматура
Арматура выпускается в основном из стали. Бывает она гладкая и профилированная — с особой формы ребристостью. Ребристая используется для распределения нагрузки, гладкая служит лишь для придания конструкции формы. То есть основой упор нужно делать на качество ребристого прутка.
Не так давно на рынке появилась пластиковая арматура для фундамента. Она активно продвигается. Но мало кто из специалистов (продавцы не в счет) советует ее использовать. Если разбирать свойства одного и другого вида арматуры, то в реальности все достоинства и недостатки выглядят примерно так:
Она активно продвигается. Но мало кто из специалистов (продавцы не в счет) советует ее использовать. Если разбирать свойства одного и другого вида арматуры, то в реальности все достоинства и недостатки выглядят примерно так:
- Сталь токопроводящая — пластики нет. Нельзя однозначно сказать, что токопроводимость — плохое качество. Его можно использовать, например, при устройстве заземления.
- Пластиковая арматура в 4-5 раз легче и выпускается в бухтах. Это факт, но реально влияет он только на стоимость перевозки. Так как для массы железобетонной конструкции разницы нет, весит пруток 50 кг или 10.
- Стальные пруты можно гнуть прямо на стройплощадке. С изделиями из полимеров такого делать нельзя. При необходимости по вашему заказу вам изготовят на заводе гнутые участки. На площадке самостоятельно это сделать нереально.
- Пластик химически нейтрален и не разрушается при попадании влаги в бетон. Это так. Но при соблюдении правил (не менее 50 мм бетона от прутков до поверхности) и стальное усиление стоит десятилетиями и не разрушается.
- Сталь начинает плавиться при 600o Пластики размягчаются при 200-300oC.
- Пластики имеют лучшие прочностные характеристики. Не совсем так. Они больше растягиваются при статических нагрузках. Сделаете плитный фундамент армированный пластиковой арматурой, а он через некоторое время провиснет: коэффициент удлинения у них в 10-11 раз больше, чем у стали. То же и с ленточным фундаментом: лента может провиснуть.

Выбор арматуры
Среди наиболее важных характеристик арматуры можно выделить следующие: класс прочности, свариваемость, стойкость к коррозии, сцепление с бетоном. Чем лучше эти свойства, тем выше цена на арматуру. При выборе помните, что класс прочности обозначается буквой «А» и цифрами от 1 до 6 и зависит от металла, из которого была сделан металлопрокат. В обозначениях также могут встретиться «С» – возможность сварки, и «К» – антикоррозийная стойкость.
Толщина прута арматуры выбирается исходя из массы нагрузки оказываемой на конструкцию. Обычно толщина поставляемой строительной арматуры колеблется от 6 до 80 мм. Чаще всего покупатели делают выбор в пользу арматуры диаметра 10 и 12 мм. Цены на арматуру, как и на любой другой металлопрокат, зависят от спроса и предложения на рынке.
Обычно толщина поставляемой строительной арматуры колеблется от 6 до 80 мм. Чаще всего покупатели делают выбор в пользу арматуры диаметра 10 и 12 мм. Цены на арматуру, как и на любой другой металлопрокат, зависят от спроса и предложения на рынке.
В любом случае при покупке проконсультируйтесь со специалистом, чтобы избежать возможных ошибок и просчетов. Часто можно серьезно сэкономить на цене на арматуру подобрав оптимальный диаметр.
ЗАЩИТА ОТ КОРРОЗИИ
Арматура для бетона должна быть защищена от коррозии. Находясь внутри бетона, стальной стержень фактически не подвергается коррозии, поэтому следует правильно выбирать толщину защитного слоя.
Для того чтобы толщина была выдержана, прежде чем заливать бетон следует проверить правильность расположения арматуры, найти неточности и устранить их.
Толщина защитного слоя должна составлять:
- для продольной балки – не менее 25 мм;
- для плит – не менее 1 мм;
- для конца стержня арматуры – не менее 25 мм;
- во всех остальных вариантах не менее 1 мм или не меньше диаметра арматуры.
Несоблюдение требований и невыдерживание значения толщины защитного слоя приведет к появлению трещин, коррозии металла и разрушению строения.
Отдельные элементы арматуры могут потребовать дополнительную защиту от коррозии. Это касается тех элементов, которые выходят на поверхность. Для защиты использую шеллак, лак или инертную краску. Применение меди допустимо, но только в тех случаях, если в окружающей среде не присутствует хлористый кальций. Элементы, покрытые цинком, свинцом, кадмием или алюминием в свежем бетоне подвержены коррозии, поэтому использовать такую защиту не рекомендуется.
Композитная арматура и ее виды
Композитная арматура делится на три основных вида: стеклопластиковая (АСП), базальтопластиковая (АБП) и углепластиковая.
Основу стеклопластиковой арматуры составляет стекловолокно, связанное между собой специальными термоактивными смолами. Изделия, получаемые из такого материала, отличаются высокой прочностью, легкостью и неподверженностью коррозии. АСП широко применяется в малом и загородном строительстве, так как обладает минимальным весом и позволяет строить легкие, но прочные конструкции, не требующие основательных фундаментов.
АСП широко применяется в малом и загородном строительстве, так как обладает минимальным весом и позволяет строить легкие, но прочные конструкции, не требующие основательных фундаментов.
Базальтопластиковая арматура – изготавливается из базальтового волокна и смол, связывающих материал в единое целое. Материал обладает повышенной устойчивостью к агрессивным средам и низкой теплопроводностью, однако малоустойчив к воздействию высоких температур (более 160оС).
Углепластиковая арматура – создается на основе углеродного волокна и обладает высокой прочностью на разрыв, превышая по этому параметру стальные изделия в разы. Так же, как и прочие композитные материалы углепластик долговечен, стоек к коррозии и химикатам, а также легок по весу и использованию в работе.
Общими недостатками композитной арматуры можно считать ее малую упругость и жаропрочность, а, кроме того, невозможность сварки и изгиба деталей на месте непосредственного монтажа.
Разобраться в многообразии видов арматуры и подобрать необходимый для конкретного случая материал на первых порах достаточно сложно. Однако этому вопросу необходимо уделить особое внимание, так как лишь правильное использование арматуры нужного вида гарантирует качество и долговечность возводимого сооружения.
Однако этому вопросу необходимо уделить особое внимание, так как лишь правильное использование арматуры нужного вида гарантирует качество и долговечность возводимого сооружения.
Классификация стальной арматуры
В зависимости от того, в соответствии с какой технологией изготавливаются стальные арматурные элементы, они подразделяются на:
• Стержневые – основной метод получения – горячая прокатка стали;
• Проволочные – получаемые методом волочения в холодном виде.
Если стержневые элементы подвергаются дальнейшему упрочнению (а это необязательно), существует их дальнейшее подразделение по способу упрочнения: термической обработкой или вытяжкой в холодном состоянии.
Арматурные изделия имеют собственную систему классификации. Выглядит она следующим образом: А 240С, А 800, А 600К и т.д. Числовой параметр в маркировке указывает на предел текучести стали, индексы С и К указывают на возможность сваривания материала и повышенную его устойчивость к коррозийному воздействию. На наличие индекса С необходимо обратить особое внимание тем, кто собирается соединять арматуру путем сваривания – если его нет, сваривать изделия не рекомендуется, так как сталь в месте сварки будет очень хрупкой.
На наличие индекса С необходимо обратить особое внимание тем, кто собирается соединять арматуру путем сваривания – если его нет, сваривать изделия не рекомендуется, так как сталь в месте сварки будет очень хрупкой.
Для повышения некоторых характеристик в арматурную сталь дополнительно вводят углерод. Чем большее количество углерода содержится в металле, тем тверже и прочнее он становится. Однако при этом повышается его хрупкость и ухудшается качество сварки.
Кроме углерода используют и другие легирующие добавки: хром, никель, молибден, титан, марганец и т.д. Одни из них повышают прочность, другие – стойкость к коррозии, третьи – увеличивают твердость. Наличие таких добавок также отражается в маркировке арматурной стали: Г- марганец, Т-титан, М-молибден, Ц-цирконий, Х-хром. Цифры перед буквенным обозначением указывают на процент углерода в стали, а цифры после – на процентное содержание самого элемента.
Сферы применения арматуры
Продолжительное время арматуру применяли исключительно для создания железобетонных конструкций. Композитный материал, которым является железобетон, обладает высокой прочностью на растяжение, хотя сам бетон такой характеристикой похвастаться не может. Обычный бетон невозможно использовать для отливки продолговатых деталей, на которые оказываются нагрузки растяжения и изгиба. Чтобы получить надежное бетонное перекрытие без арматурного каркаса, понадобится такое количество материала, что это теряет всякий смысл. Намного проще заложить в него пространственный каркас из стальной арматуры.
Композитный материал, которым является железобетон, обладает высокой прочностью на растяжение, хотя сам бетон такой характеристикой похвастаться не может. Обычный бетон невозможно использовать для отливки продолговатых деталей, на которые оказываются нагрузки растяжения и изгиба. Чтобы получить надежное бетонное перекрытие без арматурного каркаса, понадобится такое количество материала, что это теряет всякий смысл. Намного проще заложить в него пространственный каркас из стальной арматуры.
Возводя коттедж из кирпича или крупноформатных блоков, имеется возможность применять готовые железобетонные конструкции, например, плиты, перемычки, лестницы и т.д. В то же время можно создать монолитное или сборно-монолитное перекрытие, а также некоторые другие детали прямо на стройплощадке. Для этого понадобятся в первую очередь бетон и арматура. Кроме того, эти материалы обязательны при выполнении ленточного фундамента и нижнего перекрытия. Названные конструкции испытывают наибольшие нагрузки среди всех прочих в здании. Присутствие арматуры очень желательно в оконных и дверных перемычках. Железобетон является надежным и, что немаловажно, удобным материалом для изготовления балконных плит, лестничных маршей, выгребных ям, септиков и многих других конструкций.
Присутствие арматуры очень желательно в оконных и дверных перемычках. Железобетон является надежным и, что немаловажно, удобным материалом для изготовления балконных плит, лестничных маршей, выгребных ям, септиков и многих других конструкций.
Арматуру используют и в некоторых нетрадиционных строительных технологиях, в частности, несъемной опалубки. В структуру такой стены закладывают поперечные и продольные элементы. Первые препятствуют образованию наклонных трещин, а вторые – вертикальных.
Размотка арматурыС целью увеличить прочность стен, прутья арматуры закладываются в швы кирпичной или каменной кладки. При строительстве стен из ячеистобетонных блоков специалисты рекомендуют армировать каждый третий или четвертый ряд, а под оконными проемами – каждый второй.
Цементная стяжка с проволочным армированием окажется намного прочнее обычной, и не будет растрескиваться. Тем не менее, арматура не исключает выполнение компенсационных швов при большой площади бетонирования. Особенно полезно выполнить армирование во входных зонах и местах с наибольшим трафиком.
Особенно полезно выполнить армирование во входных зонах и местах с наибольшим трафиком.
Арматурные работы включают в себя следующие процессы:
• централизованная заготовка арматурных элементов;
• транспортирование арматуры на строительную площадку, сортировка и складирование;
• укрупнительная сборка арматурных элементов, изготовление арматурных изделий;
• установка в опалубку стержней, сеток, плоских, пространственных и несущих арматурных каркасов;
• соединение отдельных монтажных единиц в единую армоконструкцию;
• раскрепление армоконструкции, гарантирующее обеспечение надлежащего защитного слоя при бетонировании.
Все процессы армирования железобетонных конструкций можно объединить в две группы: предварительное изготовление арматурных элементов и установка их в проектное положение.
Изготовление арматурных изделийАрматурные изделия изготовляют централизованно на арматурно-сварочных заводах, в арматурных цехах и мастерских.
Проволока диаметром до 10 мм и сталь периодического профиля диаметром до 9 мм поступают в арматурную мастерскую в бухтах, а сталь больших диаметров — прутьями длиной от 4 до 12 м, объединенными в пакеты до 10 т. Готовые сетки для заготовки каркасов поступают плоскими или в рулонах. Складируют сталь на стеллажах раздельно по маркам, диаметрам и длине стержней. Хранение производят в закрытом помещении или под навесом, запрещено класть арматуру на земляной пол.
Процесс изготовления ненапрягаемой арматуры состоит из отдельных технологических операций, которые объединены в следующие технологические группы:
— заготовительные операции включают: очистку и выпрямление стержней; соединение стержней в непрерывную плеть посредством стыковой сварки; разметку и резку на стержни требуемой длины; сварочные операции, выполняемые контактной точечной сваркой для плоских сеток и каркасов на одно- и многоэлектродных машинах, а также стыковой и дуговой сваркой;
— сборочные операции, включающие установку и приварку закладных деталей, отдельных криволинейных и изогнутых стрежней, резку листовой и профильной стали, укрупнительную сборку пространственных каркасов из плоских каркасов и сеток.
Заготовительные операции ведут двумя потоками — для катанки и стержневой арматуры. Сталь, поступающую в бухтах (катанка) с бухтодержателей, направляют на станки-автоматы, одновременно производящие очистку поверхности стержня от ржавчины, правку искривлений проволоки и ее резку. Концы заканчивающейся и новой бухты соединяют в непрерывную плеть машиной для стыковой сварки. По ходу движения катанки установлены станки для точной резки и гнутья.
Стержни, поступающие на технологическую цепочку, правят, очищают от ржавчины, сваривают стыковой сваркой в непрерывную плеть во избежание отходов, затем их режут на обрезки с заданными размерами и, при необходимости, передают на станок для гнутья.
Соединение арматурных элементов. Способы сваркиУстановку арматуры и арматурных изделий осуществляют машинами и механизмами, используемыми на строительной площадке. В отдельных случаях и в неудобных для применения механизмов местах производят ручную укладку арматуры и ее вязку.
Основные способы соединения арматурных стержней между собой — укладка внахлестку или сварка. Соединение нахлесткой без сварки используют при армировании конструкций сварными сетками или плоскими каркасами с односторонним расположением рабочих стержней арматуры и при диаметре арматуры не выше 32 мм. При этом способе стыкования арматуры величина перепуска (нахлестки) зависит от характера работы элемента, расположения стыка в сечении элемента, класса прочности бетона и класса арматурной стали.
При стыковании на сварке сеток из круглых гладких стержней в пределах стыка следует располагать не менее двух поперечных стержней. При стыковании сеток из стержней периодического профиля приваривать поперечные стержни в пределах стыка не обязательно, но длина нахлестки в этом случае должна быть увеличена не менее чем на пять диаметров свариваемой арматуры. Стыки стержней в нерабочем направлении (поперечные монтажные стержни) выполняют с перепуском в 50 мм при диаметре распределительных стержней до 4 мм и 100 мм — при диаметре более 4 мм. При диаметре рабочей арматуры 26 мм и более сварные сетки в нерабочем направлении рекомендуется укладывать впритык друг к другу с перекрытием стыка специальными стыковыми сетками с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм.
При диаметре рабочей арматуры 26 мм и более сварные сетки в нерабочем направлении рекомендуется укладывать впритык друг к другу с перекрытием стыка специальными стыковыми сетками с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм.
При сварке арматуры между собой металл оказывает небольшое сопротивление прохождению электрического тока. В соответствии с законом Джоуля-Ленца для сокращения времени сварки и повышения производительности труда применяют токи большой силы, доходящей до 50 000 А и невысокое напряжение — не более 30-60 В. При контактной сварке в месте контакта сопротивление движению электрического тока во много раз превышает сопротивление на остальном пути тока, здесь усиленно выделяется теплота, металл разогревается до пластического состояния, пересечение стержней сжимается и происходит их сварка.
В цепи наибольшее сопротивление имеет стык стержней, в этом месте наиболее интенсивно выделяется теплота, которая разогревает торцы стержней до пластического и частично жидкого состояния. При этом металл в месте сварки плавится почти мгновенно, время пропускания, тока измеряется долями секунды. Стержни с силой прижимают друг к другу, в результате чего они свариваются. Для сварки используют специальные трансформаторы, которые понижают напряжение с номинального 220-380В до требуемого и одновременно увеличивают силу тока.
При этом металл в месте сварки плавится почти мгновенно, время пропускания, тока измеряется долями секунды. Стержни с силой прижимают друг к другу, в результате чего они свариваются. Для сварки используют специальные трансформаторы, которые понижают напряжение с номинального 220-380В до требуемого и одновременно увеличивают силу тока.
Электрическую энергию можно преобразовать в тепловую двумя способами:
1) пропусканием тока через свариваемые детали; на этом принципе основана контактная сварка с применением давления, при которой нагрев производится теплотой, выделенной при прохождении электрического тока через находящиеся в контакте соединяемые детали;
2) при помощи электрической дуги или сваркой плавлением; нагрев соединяемых элементов осуществляют электрической дугой.
Контактная сварка.Контактная сварка имеет следующие основные разновидности:
• точечная контактная сварка, применяемая для соединения пересекающихся стержней в сетках и каркасах;
• стыковая контактная сварка, которая целесообразна для соединения стержней между собой, когда требуется увеличение их длины, а также для сращивания обрезков и стержней между собой.
Точечная контактная сварка. Сущность этой сварки в том, что два стержня (или более) в месте их пересечения зажимают между электродами сварочной машины. При пропускании тока под действием выделяемой теплоты металл стержней в свариваемом месте накаляется докрасна, размягчается и под действием сдавливающего усилия стержни прочно соединяются между собой.
При автоматической сварке подача деталей, их закрепление, процесс кварки и выдача готовых изделий происходит без участия человека. При полуавтоматической сварке детали подают вручную, а готовое изделие после сварки перемещается автоматически.
Стержни, покрытые коррозией и окалиной, предварительно очищают в месте контакта или используют двух импульсную сварку — при первом импульсе происходит пробой окалины, при втором — сварка стержней.
Достоинства точечной контактной сварки — высокая производительность, небольшой расход энергии при использовании токов большой или в течение малого отрезка времени, возможность механизации и автоматизации процесса, отсутствие расхода металла на электроды. Сборку, а затем и сварку стыкуемых элементов осуществляют с применением кондукторов, которые обеспечивают точность геометрических размеров взаимное расположение стыкуемых стержней.
Контактная стыковая сваркапроизводится методами непрерывного и прерывистого оплавления.
Сварка методом непрерывного оплавления отличается тем, что два свариваемых стержня, подключенные к электрической цепи, начинают медленно сближаться до соприкосновения и одновременного замыкания цепи тока. Начавшееся при включении цепи оплавление металла увеличивается при сближении стержней и завершается сильным сжатием оплавившихся концов. Когда сжатие (осадка) достигает необходимой величины, ток отключают, и сваренные стержни вынимают из зажимов машины. Преимущество сварки в том, что сварной шов может быть расположен в любом месте арматурного каркаса или несущей конструкции.
Сварка методом прерывистого оплавления. В результате сближения: разъединения стержней (одновременно замыкания и размыкания электрической цепи), количество которых колеблется от 3 до 20, концы стержней нагреваются и частично оплавляются. Стержни большого диаметра таким образом нагревают до красного или светло-красного каления затем соединяют их под давлением. Предварительный прогрев повышает температуру свариваемых стержней и тем самым понижает мощность, необходимую для сварки. При стыковой сварке стержни, зажатые губками сварочной машины, соединяют по всей поверхности их торцов и после необходимого предварительного прогрева сжимают.
Достоинства стыковой контактной сварки — высокое качество стыков соединяемых элементов, минимальные затраты электродов и других вспомогательных материалов, возможность механизации и автоматизации процесса сварки, высокая производительность труда.
Дуговая электросварка. Дуговую сварку, т.е. сварку с помощью электрической дуги, которая горит в атмосфере между концом металлического электрода и свариваемой деталью, применяют наиболее часто.
Дуговая электросварка может выполняться как с помощью переменного, так и постоянного тока. Сварка на переменном токе по сравнению сдругими видами наиболее экономична. Для получения электрического тока нужных характеристик вместо сложных и громоздких генераторов постоянного тока применяют легкие, мобильные и более дешевые трансформаторы переменного тока. Дуга представляет собой электрический разряд в газовом пространстве, длящийся продолжительное время, выделяющий большое количество световой энергии и имеющий температуру, доходящую до 6000 °С. Нужная тепловая мощность, исчисляемая тысячами калорий, легко регулируется изменением силы тока. Минимальное напряжение, необходимое для возбуждения дуги, составляет при постоянном токе 30-35 В, а при переменном — 40-50 В.
Электроды, которые применяют для сварочных работ, имеют специальное покрытие, которое при сварке испаряется, образующиеся пары легко ионизируются и таким образом повышают устойчивость дуги. При плавлении металл электрода стекает и, охлаждаясь, образует на свариваемой поверхности шов, от прочности которого зависит и прочность сварного соединения в целом. Длина дуги оказывает свое воздействие на качество шва. Чем дуга длиннее, тем большее расстояние проходит расплавленный металл от электрода до шва и, поглощая из воздуха кислород и азот, ухудшает свои механические свойства.
Достоинства дуговой сварки — универсальность, возможность применения в любой точке сложного арматурного каркаса и достижения требуемой прочности сварного шва. Недостатки дуговой сварки — дополнительный расход металла на электроды, низкая производительность труда, требуется более высокая квалификация сварщиков. Обычно сваривают стержни диаметром 10 мм и более, так как при меньших диаметрах стержней возможен их пережог.
Из существующих способов дуговой сварки наиболее часто встречаются следующие — внахлестку, с накладками и ванная (рис. 8.3).
Сущность ванного способа сварки заключается в том, что электрическую дугу возбуждают между торцами свариваемых стержней при помощи электродов. Выделяемая теплота расплавляет металл с торцов стержней и с электрода, в результате чего создается ванна расплавленного металла. Зазор между стержнями принимается равным 1,5-2 диаметра электродах покрытием. Для образования ванны используют инвентарные медные формы и стальные скобы-подкладки. Способ имеет ряд пре имуществ по сравнению с другими видами дуговой сварки — уменьшается расход металла на стык, снижается расход электродов и электроэнергии, а также трудоемкость и себестоимость. Ванная сварка применима для стержней диаметром от 20 до 80 мм.
При дуговой сварке один из проводников тока присоединен к свариваемым деталям, а другой — к электроду, зажатому в электродержателе. После включения тока сварщик касается электродом места сварки, замыкая при этом цепь, и сразу же отводит электрод от детали на 2-А мм. Образующаяся дуга расплавляет стержень электрода и частично свариваемые детали, металл которых соединяется с металлом электрода. Температура у конца металлического электрода достигает 2100 °С, у свариваемых элементов — 2300 °С, в центре дугового столба — около 5000-6000 °С.
Производство арматурных работ на объектеАрмирование железобетонных конструкций желательно осуществлять сварными арматурными каркасами и сетками заводского изготовления.
На строительном объекте при возведении монолитных железобетонных конструкций выполняют следующие операции:
• укрупнительную сборку пространственных арматурных каркасов;
• установку готовых каркасов и сеток в опалубку;
• установку и вязку арматуры отдельными стержнями в опалубке.
Если по условиям транспортирования крупноразмерные каркасы или сетки заготовляют или перевозят частями, то их укрупняют на строительстве до проектных размеров дуговой или ванной сваркой. Укрупнительную сборку производят непосредственно в проектном положении (в опалубке) или в стороне от места установки на заранее оборудованной площадке. Укрупнительная сборка арматурных каркасов перед их подъемом и установкой дает возможность лучше использовать грузоподъемность крана и значительную часть работы выполнять арматурщикам в более удобных и безопасных условиях. Монтаж арматурных конструкций следует производить преимущественно из крупноразмерных блоков и унифицированных сеток заводского изготовления с обеспечением фиксации защитного слоя.
Смонтированная арматура должна быть надежно закреплена и предохранена от деформаций и смещений в процессе производства работ по бетонированию конструкций.
Крестовые пересечения стержней арматуры, уложенных поштучно, необходимо скреплять вязальной проволокой или с помощью специальных проволочных соединительных скрепок.
Арматуру можно устанавливать в опалубку только после проверки соответствия опалубки проектным размерам с учетом допусков, установленных СНиПом.
При монтаже арматуры в опалубку и последующем бетонировании любой конструкции необходимо соблюдать указанную в проекте заданную толщину защитного слоя бетона, т.е. расстояние между внешними поверхностями арматуры и бетона конструкции. Правильно обеспеченный и выполненный защитный слой бетона надежно предохраняет арматуру от коррозирующего воздействия внешней среды. Толщину защитного слоя «бетона обеспечивают различными способами.
К пространственным и плоским арматурным каркасам целесообразно приваривать обрезки стержней из нержавеющей стали, упирающиеся в стенки и днище короба опалубки, или удлиненные стержни. Такое решение применяют в том случае, когда конструкция будет работать только в сухих условиях эксплуатации. При армировании плит перекрытия двумя метками по высоте проектное положение фиксируют подставками из круглой арматурной стали, изогнутыми «зигзагами» или установкой так газываемых «лягушек» для сеток нижнего ряда и «козелков» для верхней сетки
желательно поднимать и монтировать арматурные каркасы в том положении, в котором они будут работать в забетонированной конструкции.
Арматуру фундаментов под колонны промышленных и гражданских зданий укладывают на бетонную подготовку между щитами опалубки фундаментов.
При небольшой высоте колонн, а также при легких каркасах арматурный каркас колонн устанавливают путем его опускания с помощью крана в готовую опалубку.
Установленный арматурный каркас, через нижнее окно короба опалубки колонны приваривают или привязывают к выпускам арматуры, забетонированным в фундаменте, плите или колонне нижележащего этажа. Тяжелые каркасы колонн устанавливают раньше опалубки и соединяют с выпусками арматуры нижнего этажа на сварке. Часто, особенно при большой высоте колонн, арматурный каркас заводят в опалубку, у которой
Рис. 8.5. Способы обеспечения защитного слоя арматуры:
а — в балках и ребрах плит при помощи упоров; б — в балках посредством удлиненных стержней; в — бетонной подкладкой с проволочной скруткой; г — бетонной пробкой с пружинной скобой; д — упругим пластмассовым фиксатором; е — металлическими штампованными подставками уже собраны две или три стенки.
Производят выверку каркаса, соединение с арматурными выпусками, после чего завершают сборку опалубочного блока колонны.
Установку арматурных каркасов прогонов и балок производят в готовые короба опалубки. Сварные сетки и плоские каркасы с односторонним расположением рабочих стержней стыкуют на месте установки без сварки с напуском верхнего каркаса не менее чем на 250 мм.
Армирование плит перекрытия производят путем укладки в пространственные конструкции готовых сварных сеток, стыкование которых осуществляют внахлестку электродуговой сваркой.
Армирование стен осуществляют готовыми сетками и реже вязкой из отдельных стержней в опалубке, установленной с одной стороны. При возведении монолитных железобетонных конструкций на большой высоте применяют арматурно-опалубочные блоки, представляющие собой короба (балок, прогонов) с уложенными в них арматурными каркасами.
Установку любой арматуры следует вести так, чтобы не повредить ранее установленную и выверенную опалубку, а также не деформировать арматурные каркасы. В процессе производства работ допускаются в отдельных Случаях бессварочные соединения стержней: стыковые при соединении внахлестку или обжимными гильзами и винтовыми муфтами с обеспечением равноправного стыка и крестообразные, выполняемые вязкой отожженной проволокой.
Приемка смонтированной арматуры, всех стыковых соединений должна проводиться до укладки бетонной смеси и оформляться актом на скрытые работы, в котором обязательно оценивают качество выполненных работ. Приемку установленной в проектное положение арматуры производят, по захваткам, подготовленным для бетонирования.
Кроме проверки проектных размеров смонтированной арматуры по чертежам устанавливают наличие и места расположения фиксаторов, прочность и целостность сборки армоконструкции, которая должна обеспечивать неизменность формы при бетонировании. Кроме этого отмечают все отступления от проекта, сверяют с проектом количество и диаметр стержней, а также правильность их расположения и качество электросварки в пересечениях стержней.
Какие бывают виды арматуры, классификация по основным признакам
Довольно распространенным строительным материалом можно назвать арматуру. Она уже довольно длительное время применяется для усиления бетонной конструкции. Металлические стержни предназначены для равномерного распределения нагрузки и могут изготавливаться из различных сплавов.
Преимущества применения арматуры
Рациональное сочетание различных по своим свойствам материалов позволяет создать новый материал, обладающий новыми особенностями, неприсущими исходным составляющим материалам. Например, если обычная бетонная балка при появлении трещин в растянутой зоне разрушается, то при армировании растянутой зоны, несмотря на наличие тещин в бетоне, такой балке ничто не угрожает, а её несущая нагрузка возрастает.
Работа конструкций из армированных материалов более сложна, чем работа конструкций из неармированных материалов. В зависимости от назначения конструкций и величины нагрузки, которую они будут нести при эксплуатации, выбирается и вид арматуры. Рассмотрим наиболее распространенные виды арматуры подробнее.
Классификация по признакам
Классифицировать арматурную сталь можно по многим признакам. Рассмотрим их подробнее.
По назначению
По назначению выделяют следующую классификацию арматуры:
- Рабочий тип материала воспринимает усилие в бетонных конструкциях от основной нагрузки.
- Монтажная арматура применяется для объединения рабочей или конструктивной сетки, а также каркасов. В некоторых случаях используется временно.
- Анкерная применяется в качестве закладного материала.
- Конструктивная предназначается для распределения возникающей нагрузки. Подобного рода арматура принимает нагрузку, возникающую при усадке или расширении материала, а также температурном воздействии. Применяется в последнее время довольно часто, так как позволяет существенно повысить прочность железобетонных конструкций.
Во многом от назначения зависит площадь поперечного сечения. Кроме этого, при изготовлении могут применяться самые различные металлы и сплавы. В последнее время большой популярностью пользуются сплавы, обладающие коррозионной стойкостью.
Ориентация в конструкции
По признаку ориентации прутков в конструкции выделяют следующие ее разновидности:
- Поперечная используется для препятствования образованию наклонных трещин. Кроме того, этот материал усиливает железобетонные конструкции в растянутой зоне.
- Продольная не позволяет образовываться вертикальным трещинам в растянутой зоне конструкции.
По условию применения выделяют напрягаемую и ненапрягаемую арматуру.
Внешний вид
Проводится классификация арматуры по внешнему виду:
- Гладкая арматура обладает ровной матовой поверхностью по всей длине. Подобный вариант исполнения строительного материала прост в изготовлении, за счет чего уменьшается стоимость.
- Периодический профиль характеризуется наличием большого количества выступов и насечек. Подобного рода поверхность увеличивает степень сцепления металлического прута с бетоном. За счет этого бетонная конструкция становится намного прочнее.
Периодический профиль бывает трех видов:
- Серповидный.
- Кольцевой.
- Смешанный.
Кольцевая форма поверхности соответствует стандартам, установленным в ГОСТ 57–81 . Подобного рода поверхность создается отечественными производителями. Серповидный профиль характерен продукции европейских производителей.
Арматура со смешенным типом поверхности появилась относительно недавно. К её особенностям относятся:
- Подобного рода профиль позволяет быстро определить класс арматуры.
- За счет ребристости повышается степень сцепления с бетоном примерно на 20%. Именно поэтому сегодня при создании качественных железобетонных конструкций используют вариант исполнения прутков со смешенным типом поверхности.
- Жесткость производимой конструкции при применении стержней со смешенным типом поверхности повышается примерно на 30%.
В продаже встречается арматура самой различной длины и площади поперечного сечения. Выбор проводится в зависимости от того, какой прочности нужно получить железобетонную конструкцию.
Класс качества
Во многом характеристики создаваемого строительного материала зависят от типа применяемого металла при производстве. Рассматривая таблицу классов качества, отметим следующие моменты:
- А1 — пруток, при изготовлении которого применяется сталь марки Ст 3 пс и Ст 3 сп и Ст 3 кп. Диаметр получаемого прутка составляет 6−40 мм.
- А2 — класс качества, который достигается при применении марки стали 8Г2С и Ст 5 пс и Ст 5 сп. Диаметр строительного материала составляет 10−80 мм.
- А3 — арматура, изготавливаемая из металлов 35 ГС и 25Г2 С, 32Г2 Рпс. Получаемая арматура имеет диаметр от 6 до 40 мм.
- А4 — класс качества, который можно получить при применении легированных сплавов 80С и 20 ХГ2 Ц.
- А5 — изготавливается из сплава 23в2Г2Т.
Более высокий класс качества получается при производстве прутка с периодическим профилем.
Методы производства
Арматура по производству разделяется на два основных класса:
- Горячекатаная имеет периодический профиль, который характеризуется спиралевидными выпуклостями.
- Холоднотянутая обладает специфическим видом, который напоминает круг.
Горячекатаный метод производства предусматривает нагрев заготовки до достаточно высокой температуры, за счет чего повышается пластичность материала и его степень обрабатываемости. Холоднотянутая технология применяется в том случае, если заготовка представлена пластичным металлом.
Виды арматуры — специфика и назначение
Арматура является своего рода противовесом для бетона, который под воздействием силы растяжения может развалиться на куски. При грамотной установке арматурных прутьев внутри бетонного блока можно предотвратить все негативные последствия, вызванные растяжением и высоким давлением. Дополнительный плюс: увеличение износостойкости всей конструкции в десятки раз.
В строительной сфере наиболее востребованным видом является железобетонный каркас, в составе которого выделяются стальные стержни. В целях усиления прочности сооружения часто прибегают к использованию прочной арматуры, а без её применения на сегодня немыслимо строительство любого здания.
Эстетичность колонн и других архитектурных сооружений базируется на конструкциях
из металлических элементов выполненных их арматуры и залитых бетоном.
В зависимости от состава и специфики целевого назначения, применённых индивидуальных технологий и выдержанных режимов арматура представлена такими категориями, как:
- Продукция категории «стальная» в большинстве случаев представлена стержнем с двумя сечениями. Прочность обеспечиваемого изделием крепления зависит от выбора рисунка определённого типа.
- Для товаров подгруппы «напрягаемая арматура» характерны следующие компоненты: проволока и стержни, диаметр которых варьируется в пределах 5 – 36 миллиметров.
- В целях сдерживания высокой температуры в печах обращаются к печной арматуре.
- Изделиям поперечного типа присуще направление, перпендикулярное продольным конструкциям.
- При необходимости обеспечить размещение, параллельное внешним граням сооружения, используют конструкции продольного типа. Основные задачи, возлагаемые на данную составляющую: восприятие продольных усилий и предотвращение появления трещин в растянутой зоне ж/б конструкции.
- В составе стеклопластиковой разновидности продукции выделяются стержни, которые могут состоять из базальтовых, углеродных и др. волокон.
- Наиболее распространённым типом в строительной сфере является продукция, обладающая соответствующим одноимённым названием. Данный ряд разнится товарами, характеризующимися различными показателями диаметра: 8, 10, 12 миллиметров и пр. Устройства могут также отличаться спецификой рисунка: он может быть
- кольцевым;
- по типу простого сверла;
- спиралевидным.
- Кольцевой подвид позволяет предотвратить расслоение бетона, в силу чего очень востребован при сооружении бетонных стен. Для сжатия, растяжения и сдерживания бетона целесообразно обратиться к продукции спиралевидного типа. Её воздействие происходит посредством формирования сетки, препятствующей развалу потолка и стены. Продольная арматура эффективна для использования в целях предотвращения трещин в области растянутого сегмента.
- Для обеспечения и сохранения нормального течения воды по трубам, а также в целях предотвращения утечек применяется арматура трубопроводного типа.
- Изделия, относящиеся к категории электрической арматуры, содействуют организации учёта и регуляции проходимости электричества.
Выбираем арматуру для фундамента, подробнее здесь: Арматура для фундамента
Отрицательные эффекты чрезмерной затяжки фитингов и клапанов
Задумывались ли вы когда-нибудь о важности правильной затяжки при соединении трубок, трубных фитингов и трубопроводных клапанов из нержавеющей стали?
При проектировании заводской сети трубопроводных соединений или сборке подробных соединений в гидравлической системе крайне важно, чтобы все соединения и фитинги были герметично соединены вместе, чтобы не было места для утечки какой-либо жидкости между трещинами.
Иногда при установке не соблюдаются надлежащие методы затяжки, оставляя место для ошибки.Как это произошло? Фитинги или клапаны могут быть чрезмерно или недостаточно затянуты, если при установке не выполняются правильные процедуры затяжки. Как чрезмерное, так и недостаточное затягивание может привести к печальным последствиям.
Мы составили этот краткий обзор проблем, которых можно избежать, чтобы избежать этой потенциальной ловушки.
Когда следует беспокоиться о чрезмерной затяжке
Затяжка клапанов и трубных обжимных фитингов является важной частью установки, а также технического обслуживания оборудования.
Наиболее частая проблема, которая обычно возникает, — это не недостаточная затяжка, а на самом деле чрезмерная затяжка из-за простых заблуждений. Большинство людей более склонны перетягивать, чтобы убедиться, что соединение держится, вместо того, чтобы не прилагать каких-либо усилий и позволять жидкости быстро вытекать.
Вот четыре способа определить, слишком ли сильно вы наклонились в сторону затяжки клапана или фитинга.
1. Не получается снять арматуру
Трубные фитинги и клапаны, очевидно, предназначены для надежного соединения с трубками.Если они стали слишком туго закреплены, возможно, они были затянуты до такой степени, что повредили соединительные трубки. Если вы не можете снять клапан или фитинг, это значит, что затяжка индикатора зашла слишком далеко.
2. Деформация фитингов и трубок
Если не соблюдать надлежащие процедуры затяжки и один из ваших продуктов деформируется во время установки, скорее всего, возникнут проблемы.
Когда клапан или фитинг поворачивается слишком много раз и усиливается более плотно, чем должно быть, дополнительное давление, создаваемое трубкой, исказит ее форму и приведет к дальнейшим видам повреждений в будущем.
3. Клапан ломается
Поломка клапана — не очень распространенный сценарий, потому что большинство клапанов довольно прочные и не сломаются. Однако, если это все же произойдет с вами, пожалуйста, выполните надлежащие процедуры затяжки и соблюдайте осторожность при следующей затяжке клапана. Убедитесь, что вы не слишком сильно надавливаете.
4. У вас начинаются утечки
Если вы обнаружите утечку жидкости, пора проверить различные соединения трубок и посмотреть, не затянуты ли они слишком туго.
Если клапан чрезмерно затянут, это деформирует трубку и соединение. Эти деформации создают трещины и зазоры, через которые жидкость может начать вытекать.
Последствия чрезмерной затяжки
Чрезмерное затягивание окажет прямое влияние на ваши проекты и операции, и есть много веских причин, чтобы избежать этой проблемы!
Вот некоторые из самых серьезных последствий чрезмерной затяжки фитингов или клапанов.
1. Неправильное соединение трубного обжима
Убедиться, что все ваши соединения надежно затянуты, жизненно важно для вашего проекта.Если один из чрезмерно затянутых клапанов или фитингов будет упущен из виду, скорее всего, вы откажетесь от целостности всего устройства.
Соединение компрессионных фитингов и клапанов на трубке из нержавеющей стали позволяет жидкости течь из одной трубки в другую. Если соединение нарушено из-за чрезмерной затяжки, жидкость или среда, с которой вы работаете, не сможет течь правильно. Возможно, трубка деформирована, что может привести к множеству других проблем.
Деформация трубок может привести к закупориванию жидкости и началу засорения трубок.Если вы работаете с твердыми частицами, засорение становится более вероятным. Кроме того, вероятность утечки резко возрастает — деформации создают зазоры в трубках с крошечными пространствами для утечки жидкости и стекания по трубкам на пол.
Неправильные соединения из-за чрезмерной затяжки также могут привести к загрязнению. Если из трещин достаточно места для выхода жидкости, значит, в вашу систему достаточно грязи, химикатов и других посторонних жидкостей, которые могут загрязнить ее.Непредвиденное загрязнение приводит к более быстрому выходу из строя ваших трубок, что обходится вам дороже, так как вы вынуждены заменять системные блоки.
2. Поврежденные трубные фитинги и клапаны
Чрезмерная затяжка клапанов или трубных фитингов растягивает и деформирует их за пределы предполагаемых допусков. После того, как они были растянуты до этой точки, они вряд ли когда-либо восстановят свою первоначальную форму, что сделает их невозможным повторное использование.
Если изделия продолжают выполнять свою работу и поддерживать соединение между вашими трубками после чрезмерного затягивания, маловероятно, что так будет продолжаться надолго.Со временем они будут растягиваться или деформироваться, и вам придется заменить их новыми клапанами.
Замена дорогостоящего оборудования, такого как трубопроводные клапаны, трубная арматура и высококачественные трубки из нержавеющей стали, стоит недешево и в ней нет необходимости. Непоправимого ущерба, вызванного чрезмерной затяжкой, можно было легко избежать, соблюдая надлежащие процедуры затяжки.
3. Сломанные трубные фитинги и клапаны
В то время как повреждение вашего оборудования приведет к затратам на ремонт и проблемам в будущем, выход из строя вашей продукции из-за чрезмерной затяжки, несомненно, быстро приведет к дополнительным затратам.
Разрыв продуктов из-за чрезмерного затягивания может также повредить дополнительные продукты, такие как трубки из нержавеющей стали, на которые вы сжимаете, что приведет к разливу. По нисходящей спирали разлив может вызвать дальнейшие повреждения, что приведет к дополнительному ремонту.
4. Повышенная утечка в системе
Утечки упоминались несколько раз как потенциальные побочные эффекты при столкновении с проблемами чрезмерной затяжки. Вот несколько негативных проблем, с которыми вы можете столкнуться:
- Вопросы безопасности: Если из ваших трубок вытекает жидкость, есть вероятность, что кто-то может поскользнуться и пораниться.Травмы, которых можно избежать, — это прискорбно, но если эта авария произойдет на рабочем месте, это может привести к дополнительным осложнениям, таким как оплачиваемый отпуск по травме или судебные иски.
- Забота об окружающей среде: Вся эта лишняя жидкость, вытекающая из трубок, не исчезает просто так. В конечном итоге он проникает в местные водные системы, загрязняя их и нанося ущерб местной экосистеме. Это вредит растениям, животным и даже самим людям.
- Ущерб для оборудования и области: Утечка стирает внутреннюю часть по краям утечки, расширяя ее и делая со временем более серьезной.Кроме того, все, что находится на пути утечки, например пол, стена или другая труба, также может пострадать от утечки.
- Более высокие затраты: Все, что было повреждено из-за утечки, в конечном итоге необходимо будет заменить, что приведет к увеличению затрат. Кроме того, любая водопроводная, трубная или механическая система, частью которой являются эти трубы, должна работать усерднее, заставляя их использовать больше топлива и увеличивать ваши счета за электроэнергию, воду или любые другие соответствующие расходы.
5. Процесс естественного износа при отягчающих обстоятельствах
Все трубные фитинги, клапаны и трубки со временем изнашиваются. Независимо от того, насколько хорошо вы за ними ухаживаете и регулярно проводите техническое обслуживание, никакое оборудование не будет служить вечно. Ваши трубные фитинги ничем не отличаются, они не будут служить вечно, но вы можете контролировать, насколько быстро они изнашиваются.
Если вы регулярно проверяете их на предмет утечек или повреждений, чистите их и убеждаетесь в том, что все работает, как задумано, вы увеличиваете вероятность того, что они проживут долгую и полноценную жизнь.Если, с другой стороны, вы проворачиваете фитинги до уровня, намного превышающего их максимальный предполагаемый уровень герметичности, вы увеличиваете скорость, с которой это оборудование будет изнашиваться. Это чрезмерное затягивание подвергает всю систему огромному напряжению и давлению, в результате чего она ломается намного быстрее, чем обычно.
Поскольку эти детали изнашиваются, они перестают выполнять свою работу. Если они не сломаются полностью, они больше не смогут создать эффективное уплотнение между трубками, что приведет к утечкам, деформации и другим видам дорогостоящих повреждений.В конечном итоге вам придется заменить трубки гораздо раньше, чем в противном случае.
Как избежать чрезмерной затяжки клапанов
Как мы уже обсуждали выше, ущерб от чрезмерного затягивания может обойтись вам дорого по нескольким причинам. Однако вы также заметите, что есть предупреждающие знаки, которые предупредят вас о возможности чрезмерной затяжки.
Что вы можете сделать, если узнаете, что вызываете эту проблему, и как решить проблему, чтобы гарантировать, что она больше не повторится? Вот пара вещей, которые вы можете сделать:
1.Будьте осторожны
Это просто, будьте осторожны, внимательно затягивая клапаны. Соблюдайте надлежащие процедуры затяжки и инструкции по установке. Некоторые установщики считают, что затянуть можно на ощупь, и в этом случае нужно заметить, когда клапан начинает ощущаться плотно. Помните, сколько усилий вы делаете после того, как уже достигли этой точки.
2. Не борись
Когда вы затягиваете клапан, если вы начинаете ощущать сопротивление и если клапан затягивается до предела, не нажимайте на него.Возможно, вы захотите затянуть его до такой степени, чтобы он не упал, но вы не хотите заходить слишком далеко за точку сопротивления. Для всех компрессионных фитингов и клапанов существуют процедуры затяжки, которые необходимо соблюдать для безопасной и точной установки.
3. Используйте лучшие технологии
Компания Mako Products считает, что должен быть более простой и понятный способ узнать, правильно ли затянут ваш компрессионный фитинг. С технологией Superlok вы получите именно это.
Superlok i-Fitting — это встроенный датчик зазора, что означает, что при затягивании фитинга до точного соединения два красных кольца физически выскочат из фитинга, открывая синее кольцо под ними, что дает вам визуальное подтверждение того, что ваш фитинг был затянут точно.
Эта технология избавляет от необходимости задаваться вопросом, затянули ли вы его достаточно сильно, и избавляет от соблазна сделать еще несколько оборотов «на всякий случай», что слишком часто приводит к чрезмерной затяжке.С технологией Superlok вам не о чем беспокоиться — вы можете знать наверняка.
Посетите продукты Mako сегодня для получения дополнительной информации
Сталкивались ли вы в прошлом с чрезмерной затяжкой фитингов? Часто ли вы беспокоитесь, что недостаточно затянули их, поэтому слишком сильно отклоняетесь в противоположном направлении и деформируете клапаны из-за чрезмерного затягивания?
Узнайте больше о том, как мы можем помочь вам решить эти проблемы с помощью единственного практического решения, предлагаемого здесь, в Mako Products, вашем источнике номер один для продуктов Superlok.Узнайте больше о технологии встроенных щупов Superlok и о том, как она может облегчить вашу жизнь, устраняя проблемы с затяжкой, экономя ваши деньги и продлевая срок службы вашего продукта. Как только вы узнаете, как эта технология может решить ваши проблемы с затяжкой, не стесняйтесь, свяжитесь с нами, чтобы узнать больше о том, как вы можете интегрировать эти фитинги в вашу собственную систему.
Связаться с Mako Products
Что можно ожидать от железной арматуры?
Многим игрокам в гольф интересно узнать, как именно работает железная арматура.В этой статье мы хотим поделиться некоторыми важными вещами, которых мы хотим достичь в Pete’s Golf. Посмотрите это видео, чтобы узнать подробности, и мы суммируем некоторые ключевые моменты ниже:
Процесс собеседования
Наш первый шаг — обсудить цель игрока и то, чего он хочет достичь с помощью нового набора утюгов. Мы возьмем их текущее оборудование и протестируем его, чтобы установить базовые показатели для сравнения. Наши установщики будут искать любые тенденции, которые они заметят в своем движении и с данными монитора запуска, и начнут выдвигать гипотезу о различных вариантах клубов, которые мы можем проверить.
Наша главная цель с утюгами — постоянство. Возможно, это не клуб, который идет дальше всех; нам нужны утюги, которые будут обеспечивать наиболее стабильный полет мяча. Со всеми приспособлениями мы хотим увидеть, сможем ли мы улучшить существующее оборудование, а если нет, то мы не будем рекомендовать обновление.
Выбор правильной косолапости
Правая клюшка, пожалуй, самая важная часть железной фурнитуры. Проанализировав колебания нашего клиента, мы попытаемся подобрать головку клюшки, которая даст им оптимальное сочетание центра тяжести, прощения, угла лжи и ряда других факторов.
Благодаря современным технологиям у нас есть много возможностей. Мы больше не любим использовать термин «утюжки для улучшения игры», потому что существует так много утюгов, в которых сочетаются приятное сочетание прощения, стабильности, ощущения и внешнего вида.
Используя наш монитор запуска Foresight Sports GCQuad, мы можем быстро увидеть, какие клюшки могут оптимально соответствовать склонностям гольфиста. Изучая такие показатели, как расстояние, дисперсия, угол запуска и динамический угол наклона, мы можем начать оттачивать правильную смесь.
Валы
Как только мы остановимся на головке клюшки, наша следующая цель — подобрать правый стержень. Если голова клюшки — двигатель автомобиля, представьте вал как трансмиссию. Это по-прежнему жизненно важно для производительности.
Когда речь идет о валах, есть три свойства:
- Профиль — как гнется вал?
- Flex — мы ищем вал, более гибкий или более жесткий в целом?
- Вес — как мы можем сопоставить общий вес рукоятки с замахом игрока в гольф?
Pete’s Golf располагает обширным ассортиментом валов, из которых мы можем создать любую необходимую комбинацию.Когда мы сможем сопоставить свойства правильного вала с головкой клюшки, мы начнем замечать некоторые заметные различия в характеристиках полета мяча.
Набор макияжа
Некоторым гольфистам кажется, что все комплекты железа будут трехпозиционными. В большинстве случаев мы видим, что наборы строятся из другой смеси.
Наша цель — использовать ваши сильные стороны, и иногда это означает замену более длинных утюгов на гибриды или фервей. Кроме того, мы можем добавить в микс клин с зазором.Все зависит от того, что работает оптимально для вас, и от того, какие данные мы видим на мониторе запуска.
Почему так важен угол лжи
Один из важнейших элементов металлической фурнитуры — правильный угол наклона. Как известно, в гольф не играют на ровных покрытиях. Мы хотим убедиться, что клуб оптимально взаимодействует с газоном — во многом это связано с углом наклона.
Так как в гольф-индустрии нет стандартов на угол лжи, мы постоянно его измеряем, и наша основная цель — достичь уровня клюшки и земли при ударе.Если клюшка слишком прямая или плоская, это может повлиять на направление вашего мяча для гольфа (особенно по мере увеличения высоты).
Короче говоря, это критически важный элемент для вашего набора железа, и мы позаботимся о том, чтобы все ваши углы наклона были соответствующим образом отрегулированы, чтобы дать вам наилучшие шансы поразить цель на курсе.
В поисках правильной ручки
Наша основная цель для захвата — это комфортное расположение клюшки в ваших руках. Мы можем отрегулировать толщину рукоятки в зависимости от размера вашей руки, но не существует универсального правила.
Что касается железной фурнитуры, мы поэкспериментируем с разными ручками, чтобы увидеть, есть ли какие-нибудь заметные изменения. Что касается текстуры, у вас будет множество вариантов, и мы обычно выбираем ваши личные предпочтения.
Тестирование клуба
В некоторых случаях имеет смысл построить испытательный клуб для гольфиста. Они могут взять его на стрельбище или даже на поле, чтобы посмотреть, как он работает по сравнению с их текущим оборудованием.
Как долго прослужат утюги?
Многие клиенты спрашивают нас, как долго они могут прослужить новый утюг.Как и в большинстве случаев в гольфе, все зависит от обстоятельств.
На долговечность влияет производственный процесс. Например, чугун, вероятно, прослужит дольше, чем кованый. Когда поверхности железа изнашиваются, вы начнете терять согласованность — некоторые выстрелы могут стать слишком длинными или короткими.
Обычно мы видим, что изменения в качелях гольфиста или усовершенствования технологий происходят до того, как клуб изнашивается. В целом, хорошее эмпирическое правило — это где-то между 5-10 годами ожидаемого использования нового набора железа.
Работайте с нами
Мы надеемся, что наше видео и краткое содержание научили вас больше о том, чего можно ожидать от металлической арматуры. Обладая более чем 40-летним опытом работы в клубной арматуре, мы можем должным образом оценить имеющееся у вас оборудование и выяснить, есть ли что-то получше для вас.
Чтобы забронировать следующую металлическую фурнитуру в наших офисах на Лонг-Айленде или в Нью-Йорке, посетите эту страницу.
Последние детали свадебного платья, которые вам нужно знать
Вы наконец нашли свое свадебное платье, но что теперь? Читайте наши советы, которые помогут вам сориентироваться во всем, что будет дальше.
В отличие от других платьев, ваше свадебное платье не будет готово к употреблению прямо из магазина. Между покупкой платья и прогулкой по проходу есть целый процесс, чтобы убедиться, что у вас будет идеальная посадка. Вот чего ожидать — и чего от вас ждут — от первой до последней примерки в следующие несколько месяцев.
Перед первой установкой
Купите нижнее белье и свадебную обувь. Вы должны иметь обе эти вещи для вашей примерки — переключатель бюстгальтера или изменение высоты каблука может привести к тому, что ваше платье плохо сидит.
Решите, какие аксессуары — украшения, головной убор, накидку, сумку — вы хотите носить с платьем, и купите или закажите их.
Ваша первая примерка
Первая примерка обычно проводится примерно за шесть недель до дня свадьбы. Так же, как когда вы ходили по магазинам, полезно взять с собой одного проницательного друга или члена семьи за советом. И не забудьте обувь, бюстгальтер и слип — вместе с любыми другими аксессуарами, которые вы приобрели, — чтобы вы могли увидеть, как все выглядит вместе.
Эта примерка обеспечивает две основные вещи: ваше платье подходящего размера, правильного цвета и правильного дизайна (вырез, шлейф, рукава и т. Д.) И что ваша швея знает, какие изменения необходимо внести. быть сделано. Как только вы наденете платье, они должны начать искать места, где ваше платье нужно снять, выпустить, укоротить, удлинить или изменить другим способом.
Пока ваша швея подбирает платье, внимательно посмотрите на его посадку и на то, как ткань ниспадает.Есть ли сморщивание, скопление или выпуклость? Присмотритесь к строчке, вышивке или вышивке бисером. Все вроде хорошо прошито? Посмотрите в трехстороннее зеркало, чтобы рассмотреть все углы, и при необходимости попросите другое ручное зеркало. Говорите, если видите что-то, что вам не нравится. Швея также должна рассказать вам, почему существует каждая проблема и что можно сделать, чтобы ее исправить. Прежде чем оставить первую примерку, обязательно назначьте следующую примерку той же швеи.
Ваша вторая примерка
Примерно за месяц до свадьбы у вас должна быть вторая примерка.Опять же, возьмите с собой нижнее белье, обувь, украшения и любые аксессуары, которые вы планируете надеть на свадьбу. Если вы выбираете между несколькими разными аксессуарами, возьмите их с собой, чтобы примерить к своему платью. Сфотографируйте каждый образ на свой телефон, чтобы сравнить каждый вариант.
Дополнительно убедитесь:
Все ваши проблемы, возникшие после первой примерки, были решены и устранены
Вы можете комфортно передвигаться в своем халате
Ваше платье остается на месте во время движения
Нет явных складок, складок или растягиваний материала
Если у вас платье в полный рост, чтобы подол не доходил до верха обуви
Еще раз скажите, если вы видите что-то, что выглядит не так.Если есть проблема, продолжайте планировать примерку, пока не будете полностью удовлетворены.
Ваша окончательная примерка
Когда настанет день вашей последней примерки, попросите свою фрейлину прийти, чтобы они узнали о вашем платье. Нужна ли суета? Попросите продавца научить их, как это делать. У него сложные ремешки или пуговицы? Убедитесь, что они научились работать с ними до дня свадьбы. Кроме того, сейчас самое время узнать, как избавиться от морщин в последнюю минуту. Стоит ли использовать утюг? На какой настройке? Готовка на пару — лучший вариант? А если что-то пролить на платье? Есть ли определенные продукты, которые вы должны и не должны использовать?
Забрать платье в день свадьбы
Когда ваша окончательная примерка будет завершена, назначьте дату и время, по крайней мере, за две недели до свадьбы, чтобы забрать платье.Когда наступит этот день, примерьте платье в последний раз, особенно если с момента последней примерки прошло некоторое время. Две недели позволяют швеи внести любые небольшие изменения, которые могут вам понадобиться, если ваш вес изменился или вы видите что-то, что вам не нравится.
Сохраните свое платье
Если вы подумываете о том, чтобы сохранить свадебное платье, найдите авторитетную службу сохранения перед днем свадьбы, например, «Сохранение свадебного платья от The Knot». Как можно скорее начните процесс консервации, особенно если есть пятна от вина или грязи, которые трудно удалить, если они застыли.Если вы направляетесь прямо в медовый месяц, назначьте кого-нибудь, кому вы доверяете, чтобы он отправил вам платье.
Все еще ищете свое платье? Найдите здесь свадебные салоны в вашем районе.
Найдите здесь ближайших к вам швей и специалистов по консервации.
Использование компрессионных фитингов для установки сантехники
Компрессионный фитинг — это сантехнический эквивалент ношения застежки. галстук … если кто-то за него не дергает, никто не станет мудрее! Компрессионные фитинги имеют аналогичные характеристики… они легко сочетаются друг с другом, но склонны к некоторым «стрессовые» проблемы, если вы не выбираете их приложения с умом!
Что такое компрессионный фитинг?
Обжимной фитинг — это тип муфты, используемый для соединения двух труб или труба к арматуре или клапану. Он состоит из трех частей … компрессионную гайку, компрессионное кольцо и компрессионное седло. Как и ты на схеме слева видно, что гайка надвинута на трубу, за которым следует компрессионное кольцо.
Трубка вставлена в фитинг (в данном случае запорный клапан унитаза). и гайка затягивается. Когда гайка затягивается, сжатие кольцо вдавливается в седло, заставляя его прижиматься к трубе и зажимная гайка, обеспечивающая водонепроницаемое соединение. Обычно это так.
Какие преимущества и недостатки компрессионных фитингов, и как насчет перечисления некоторых основных руководящие принципы их здравого смысла установки и использования?
Хотя может показаться, что основным преимуществом компрессионных фитингов является их простота сборки, их реальное преимущество в простоте разборки ! Если вы осмотритесь по всему дому, вы увидите, что использование сжатия арматура обычно ограничивается приборами и приспособлениями, которые будут… дано достаточно времени, нормального использования и безумных ударов расческой … изнашиваться и нуждаться в подлежит замене. Загляните под тщеславие в ванной, за унитаз, под в посудомоечной машине или за холодильником … и вы увидите сжатие фурнитура в flagrante delicto !
Фактически, теперь повсеместное использование компрессионных фитингов в домах удобно. соответствует появлению удобных в использовании приспособлений и бытовая техника. В конце концов, если вы хотите продавать сборщики людям с ограниченными навыками, вы хотите сделать их установку максимально безболезненной.Ergo, компрессия арматура!
Но компрессионные фитинги имеют обратную сторону и могут протекать при неправильном использовании. Вот мои правила использования компрессионных фитингов. Если вы не следуете за ними, вы можете пожалеть об этом!
Компрессионные фитинги используются на стационарных только подключения …
Если критически взглянуть на компрессионные фитинги, очевидно одно … они предназначены для предотвращения движения трубы наружу от фитинга. Однако они плохо справляются с работой по предотвращению разрушения трубы. поворот внутри фитинга.Чтобы наглядно это представить, возьмем пример подключение для холодильного льдогенератора.
Обычно компрессионный фитинг используется для подсоединения медных трубок к машина, которая делает лед. Чтобы тонкая трубка 1/4 «не перегибалась или не перегибалась, когда холодильник прижат к стене, избыток трубок обычно «свернулся» за холодильник. Это действует как пружина, расширяющаяся когда холодильник выдвинут, и сжимается, когда холодильник толкается назад.
Проблема возникает, если трубка не прикреплена прочно к задней части холодильник.Без этого зажима трубка создает вращательное напряжение на компрессионного фитинга при перемещении холодильника, что со временем может вызвать трубку, чтобы вращаться внутри фитинга, или даже ослабить стяжную гайку, что приведет к «невидимая» утечка за холодильником. Это может быть особенно неприятная утечка, потому что она может пропитать пол без доказательств до тех пор, пока повреждение не будет суровыми … или пока дружелюбные, семейные муравьи-плотники не найдут милые, влажные древесина!
Двойные компрессионные фитинги для удлинения трубы…
Еще одно применение компрессионных фитингов, квалифицированное как НЕТ, — удлинение труб с помощью прямого или углового двойного компрессионного фитинга (слева). Примерно единственный раз, когда это приемлемо под раковиной, где нет движения или напряжения. Если там есть даже вероятность того, что компрессионное соединение будет подвергаться вращательному движению или воздействие любого рода, лучше использовать припой или «пот», соединение вместо этого.
Компрессионные фитинги предназначены для однократного использования, но тебе может повезти…
Каждый компрессионный фитинг немного отличается тем, как он ориентируется при затягивании … но иногда фитинг можно использовать повторно. Соединения для ледогенератора и посудомоечная машина две связи, которые приходят на ум. Если вы решили попробовать установить соединение используя существующие постоянно прикрепленные кольцо и гайку, обязательно смажьте кольцо и резьба на стяжной гайке. Вы повысите свои шансы на получение успешная печать ..
Вы не можете снять компрессионное кольцо с трубки после того, как оно было использовано.Если невозможно получить герметичное соединение, трубка за кольцом должна быть вырезано, и установлено новое кольцо. Хотя компрессионные гайки часто можно использовать повторно, Я бы не рекомендовал этого, потому что старая гайка может немного деформироваться и снизить качество нового соединения.
Обязательно смазывайте резьбу накидной гайки перед установка …
Нет, я не лишний. Это просто хорошая практика также для смазки новых компрессионных фитингов, поэтому я подумал, что упомяну об этом… Для записи!
Не перетягивайте фитинг, особенно когда с использованием пластиковой трубы …
Есть точка, за которой затягивание компрессионная гайка больше не дает никакого усиления. Как только вы столкнетесь с сопротивлением в поворачивая, затяните не более чем на пол-оборота. Проверить соединение с помощью слегка включив воду. Если есть утечка, выключите воду и затягивайте стяжную гайку не более чем на четверть оборота за раз, пока все утечка прекращается. Это один из тех «болезненных» навыков, которые вы развиваются со временем, поэтому не ожидайте идеального соединения без утечек с первого раза. пытаться.Даже нам, остроумным старым профессионалам, иногда приходится настраивать связи, чтобы получить их правильно!
Если старый компрессионный фитинг протекает, вы может удастся его спасти!
Просто немного ослабьте стяжную гайку, а затем снова затяните ее немного дальше исходного положения. Ослабление вначале — это старый трюк монтажника … он снижает сопротивление времени и коррозии на резьбе стяжной гайки, что облегчает затяжку. Если это не сработает или прижимная гайка не затягивается, ослабьте ее, нанесите немного сантехнической смазки на резьбу и повторите попытку.
Если вы соединяете пластиковые трубки с компрессионный фитинг, не используйте металлическое компрессионное кольцо … используйте пластиковое!
Просто поверь мне … не делай этого, иначе тебя ждет беда! Если вы не получили один с трубкой, вы можете купить его в строительном магазине.
Убедитесь, что труба вошла глубоко в перед затяжкой стяжной гайки …
Это обычный причина негерметичности компрессионных фитингов. Большинство отсечок имеют ограничение «губа», чтобы вы не протолкнули трубку слишком далеко.Если ты соединяя две части трубки двойным компрессионным фитингом, кладем карандаш отметьте или кусок ленты на трубке, чтобы указать правильную глубину … немного менее половины длины фитинга. По крайней мере, труба должна выступают на 1/8 дюйма за компрессионное кольцо.
Компрессионные фитинги не подходят для изогнутых труб !!
Почему? Потому что в 90% случаев компрессионные кольца не скользят по изогнутой трубке. Но здесь спрятано предупреждение … когда вы сгибаете трубку, всегда оставляйте последние несколько дюймов трубки прямыми, иначе у вас возникнут проблемы с связь… очень печальная вещь!
РУКОВОДСТВО ПО ФИТИНГУ ДЛЯ СВАДЕБНЫХ ПЛАТЬЕ ДЛЯ НАЧИНАЮЩИХ
Выбор свадебного платья, возможно, является одним из важнейших элементов планирования свадьбы. Но поиск стиля, который вам нравится, только начинается — вам еще предстоит пройти долгий путь, прежде чем вы будете готовы идти по проходу в платье своей мечты. Вот чего ожидать — и чего от вас ждут — от первой до последней примерки в следующие несколько месяцев.
ПЕРЕД ПЕРВОЙ УСТАНОВКОЙ
После того, как вы выбрали идеальное платье и заказали его, у вас есть несколько вещей, которые нужно сделать перед вашей первой примеркой.Это включает в себя решение о том, какие аксессуары вы хотите носить в течение дня, и их покупку. Помня о своем стиле платья, попробуйте несколько вариантов украшений, головных уборов, накидок и сумок и убедитесь, что все они у вас есть при первой примерке. Вам также следует купить нижнее белье и свадебную обувь перед первой примеркой, так как они повлияют на то, как ваше платье будет сидеть на вас. Вы должны принести эти последние 2 ко всей своей примерке — простой переключатель бюстгальтера с изменением высоты каблука может означать, что ваше платье не подходит по размеру.
ВАШ ПЕРВЫЙ ФИТИНГ
Ваша первая примерка платья обычно происходит примерно за 6 недель до дня свадьбы. Хотя может показаться, что это немного поздно, у вас есть достаточно времени для внесения каких-либо изменений. Так же, как когда вы ходили по магазинам, возьмите с собой одного проницательного друга или члена семьи для совета и поддержки. Убедитесь, что у вас есть обувь, нижнее белье и любые другие аксессуары, которые вы будете носить. Так вы сможете увидеть, как все выглядит вместе, и решить, хотите ли вы поменять какие-то аксессуары.Эта первая примерка предназначена для того, чтобы убедиться, что ваше платье подходящего размера, цвета и дизайна, и что ваша швея знает, что нужно делать. Они осмотрят вас в платье со всех сторон и будут искать места, где платье нужно изменить, чтобы оно соответствовало вашей уникальной фигуре, включая области, которые нужно укоротить, принять или выпустить. Пока все это делает швея, вам следует внимательно осмотреть свое платье. Обратите внимание на то, как ощущаются талия и грудь, нет ли сморщивания ткани или каких-либо участков, которые вызывают дискомфорт.Например, если у вас чувствительная кожа и лиф украшен бисером, ваша швея может убрать небольшую полоску бус под рукавами вашего платья, чтобы предотвратить царапины и дискомфорт. Перед отъездом не забудьте запланировать следующую примерку.
ВАШ ВТОРОЙ ФИТИНГ
Вторая примерка должна быть примерно за месяц до свадьбы. Опять же, вам нужно не забыть взять с собой свадебное белье, свадебную обувь, украшения и аксессуары. Если вы все еще пытаетесь выбрать между несколькими вещами, возьмите их с собой, чтобы примерить.На этой примерке вы сможете примерить свое новое облегающее платье и убедиться, что оно вам подходит. Вы можете убедиться, что все ваши проблемы с первой примерки были решены, и вы сможете передвигаться в своем платье, чтобы убедиться, что вам комфортно. Если у вас длинное платье, следите за тем, чтобы подол юбки не касался верха обуви и не запутывался при ходьбе. Опять же, убедитесь, что вы говорите, если что-то не так — еще есть много времени, чтобы что-то изменить.
ВАША ОКОНЧАТЕЛЬНАЯ ФИТИНГ
В день последней примерки обязательно пригласите тех, кто будет помогать вам подготовиться к этому дню, чтобы они узнали о платье. Если он требует суеты, имеет сложные ремни или пуговицы или требует шнуровки, убедитесь, что они знают, как это делать. А теперь самое время узнать, как избавиться от морщин на последних минутах. Можно ли гладить платье утюгом или отпаривать его? Как обращаться с разливом, что носить с собой в течение дня? К этому моменту платье должно идеально сидеть, и вы должны быть готовы к работе.
Большой пикап
После окончательной примерки наложите время, чтобы забрать платье, как минимум за 2 недели до свадьбы. Во время этой встречи вам следует примерить платье в последний раз, особенно если с момента последней примерки прошло много времени. Все мы знаем, что стресс может повлиять на наш аппетит, и если вы вдруг станете слишком худыми для платья, у вас будет время скорректировать его (или свой рацион) перед важным днем.
Покупка платья может показаться долгим и сложным процессом, но невесте вам понравится каждый его этап.Дизайнеры свадебных платьев и сотрудники бутика всегда рядом с вами, чтобы вы выглядели наилучшим образом в день свадьбы. Чтобы узнать больше о процессе или записаться на прием, свяжитесь с нами сегодня.
Чего ожидать от каждой свадебной примерки
Покупка свадебного платья — это только начало … Найдя «единственное», вы передадите свое великолепное платье опытной швеи, которая позаботится о том, чтобы оно было идеально подогнанный, очень удобный и готовый к свадьбе.Но и твоя работа не закончена! Вот все, что вам нужно знать о каждой примерке вашего платья, от того, кого взять с собой, что надеть, и чего ожидать.
Поездки по магазинам
Для чего это нужно: Эм, конечно, поиск свадебного платья!
Когда это сделать: В идеале, от девяти месяцев до одного года до даты свадьбы. Но если времени меньше, не отчаивайтесь!
Как подготовить: Определите бюджет и исследуйте платья и дизайнеров, которые вам нравятся — это поможет вам сузить круг платьев для примерки.
Кого взять: Если у вас есть команда из членов семьи, друзей и подружек невесты, которые очень хотят сопровождать вас в поиске платья, это поездка, чтобы привести их с собой. Тщательно подумайте о том, кого вы приводите — слишком много мнений может быть плохо!
Что надеть: По возможности носите бюстгальтер телесного или белого цвета (лучше всего без бретелек) и нижнее белье. Наденьте удобную обувь, если вы посещаете несколько магазинов, но вы можете взять с собой каблуки, если планируете носить их на свадьбе.
Чего ожидать: Это свидание может быть довольно утомительным, примерка (и демонстрация) большого количества платьев может утомить вас — приготовьтесь! Но не бойтесь не торопиться, когда дело доходит до поиска подходящего. Ожидайте, что вас ошеломят, но верьте, что вы найдете платье для себя. Как только вы выберете свое платье и подпишетесь на пунктирной линии, ваше платье начнется! Ваш следующий шаг? Первая примерка.
Первая примерка
Для чего: Оценка того, насколько хорошо платье сидит и нуждается ли оно в каких-либо изменениях.
Когда это сделать: Обычно за два-три месяца до свадьбы. Если салон, в котором вы купили ваше платье, занимается чередованием одежды, они, скорее всего, дойдут до первого сеанса, когда придет ваше платье. Если они не сделают чередования, обязательно изучите местных швеей и позвоните, чтобы назначить встречу как только ваше платье прибудет.
Как подготовить: Начните делать покупки для всего, что вы планируете надеть в день свадьбы. Это украшения, головной убор или вуаль и другие аксессуары, но ключевыми элементами являются ваша обувь и нижнее белье, в том числе корректирующее белье или нижнее белье.
Кого принести: Один или два друга или члена семьи, которые будут честны в отношении любых частей вашего платья, которые выглядят не идеально.
Что надеть: То, что можно легко менять и снимать. И обязательно возьмите с собой свадебные туфли и нижнее белье, а также любые другие аксессуары, которые вы уже купили, чтобы узнать, нравятся ли они вам с платьем.
Чего ожидать: Вы примерите платье, и как только волнение утихнет, вы придираетесь к каждой мелочи.Юбка правильно ложится? Правильная ли длина и все ли бусины хорошо прикреплены? Упоминайте все, что привлекает ваше внимание, швея, и она объяснит вам возможные варианты. Она также начнет складывать и убирать, чтобы вы идеально подошли! Теперь ваше платье останется у швеи, пока она вносит изменения.
Вторая примерка
Для чего: Примерка платья со всеми этими регулировками.
Когда это делать: За пять или шесть недель до больших дней.
Как подготовить: Создайте контрольный список конкретных вещей, которые вы хотите проверить, особенно всех изменений, которые вы запланировали, чтобы вы знали, на что обращать внимание.
Кому привезти: Еще один зоркий друг. Также может быть полезно привлечение того же человека для первой примерки, но иногда может быть полезнее привлечь еще одну пару взглядов на платье.
Что надеть: Как всегда, возьмите с собой нижнее белье, обувь и другие аксессуары на день свадьбы.
Чего ожидать: На этом этапе ваше платье должно действительно хорошо сидеть. Вы должны потратить большую часть времени на проверку того, что проблемы с первой примерки были устранены, но вы также можете указать на новые проблемы. Сейчас также хорошее время, чтобы попробовать потанцевать и прогуляться в платье — оно должно быть таким же функциональным и удобным, как и красивым.
Окончательная примерка
Для чего это нужно: Подготовьте вас к тому дню, когда вы наконец-то наденете платье!
Когда это делать: Как можно ближе к дню свадьбы.
Как подготовить: Составьте план транспортировки платья из салона или у швеи. Определите, доставите ли вы платье (в том числе, когда и куда) или перевезете его самостоятельно.Кого принести: Твоя мама, фрейлина или кто-то еще будет помогать тебе с платьем в тот день.
Что надеть: Возьмите с собой обязательные свадебные аксессуары. Последний шанс увидеть весь свой образ перед большим днем!
Чего ожидать: Эта примерка для вас так же важна, как и для вашей любимой девушки.Во время этой встречи обратите особое внимание на то, как обращаться с платьем — после сегодняшнего дня у вас не будет профессионалов, занимающихся свадебным платьем. Спросите у швеи или консультанта, как лучше всего надеть, снять, суетиться и сходить в ванную комнату в платье. Не забудьте также узнать, как избавиться от морщин! Хотя у большинства будущих невест есть три украшения, вам может понадобиться больше, чтобы сделать это правильно. Это нормально — вот почему так важно делать их заблаговременно! Сделайте столько попыток, сколько вам нужно, чтобы платье получилось именно таким, каким вы его представляли.
— Автор: Кристин Доэрти
Основы компрессионных фитингов
Введение в компрессионные фитинги
Компрессионные фитинги — один из наиболее распространенных и универсальных способов соединения металлических или твердых пластиковых труб. Компрессионные фитинги, особенно полезные из-за их экстремальных температур и давлений, а также совместимости с агрессивными жидкостями, можно увидеть в различных системах, от газовых линий на нефтеперерабатывающих заводах до водопровода под вашей раковиной.
Миниатюрные компрессионные фитинги используются в самых разных областях, от хроматографии и приборов для обнаружения бомб до медицинских устройств и струйной печати. Будь то водонагреватель в вашем доме или труба, по которой транспортируются опасные химические вещества, все компрессионные фитинги имеют несколько общих черт: они требуют простой сборки, длительного срока службы и абсолютно полного отсутствия утечек.
Узлы компрессионного фитингаразличаются по конструкции от производителя к производителю, но все они состоят из трех основных элементов: стяжной гайки или винта, одного или нескольких наконечников и корпуса компрессионного фитинга.Принцип действия каждого компонента также остается более или менее одинаковым в разных конструкциях: трубка вставляется в конец фитинга, и гайка / винт затягиваются, заставляя обойму (и) войти в корпус фитинга. По мере того как манжета перемещается в осевом направлении в корпус фитинга, угловая форма корпуса сжимает в радиальном направлении конец манжеты на внешнем диаметре трубки. Именно это радиальное сжатие создает герметичное уплотнение между фитингом, обжимным кольцом и трубкой и дает компрессионному фитингу свое название.
Успех компрессионных фитингов в конкретной области применения может зависеть от ряда факторов. Основными из них являются конструкция фитингов и обжимных колец, выбор трубок и процедура установки.
Феррулы
Манжета — это основной уплотнительный элемент узла компрессионного фитинга, который может быть изготовлен из самых разных материалов, от нержавеющей стали до графита. Однако большинство имеющихся на рынке наконечников изготавливаются из металлов.Металлические манжеты привлекательны тем, что они стабильны в широком диапазоне температур и могут выдерживать сжимающие нагрузки без ослабления нагрузки. Обычно считается, что уплотнения «металл-металл» подвержены утечкам (например, металлическая трубная резьба часто армируется трубной лентой). Однако манжеты специально разработаны для создания оптимального уплотнения как по отношению к трубке, так и к корпусу фитинга. Некоторые из ключевых факторов конструкции наконечника включают:
Форма наконечника
Форма манжеты и угол стыковки корпуса фитинга являются критическими факторами надежности компрессионного уплотнения.Оба компонента должны быть сужены таким образом, чтобы обойма сжималась должным образом при затягивании гайки, сохраняя при этом осевое совмещение с трубкой. Кроме того, относительные углы манжеты и корпуса фитинга будут определять, насколько линейное движение преобразуется в радиальное сжатие и какой уровень контакта («линейный контакт» или «поверхностный контакт») достигается с трубкой. Равномерное сжатие «линейного контакта» по всей окружности манжеты обеспечит наиболее надежное уплотнение.Для этого также важно, чтобы наконечник имел острый передний край.
Цельные и двухкомпонентные наконечники
Большинство основных компрессионных фитингов содержат одну муфту. Конструкции с одним обжимным кольцом сводят к минимуму общее количество компонентов и надежно работают при изготовлении из более мягких материалов (например, пластика или латуни). Однако при использовании более твердых материалов, таких как сталь, крутящий момент часто передается от стяжной гайки к обжимному кольцу при затягивании гайки. Результирующее вращение может вызвать асимметричное сжатие манжеты или смещение со временем из-за остаточного крутящего момента.В нержавеющих сталях вращение манжеты также может вызвать истирание и необратимые утечки. Добавление дополнительной свободно вращающейся задней манжеты может отсоединить гайку от передней манжеты, предотвращая передачу крутящего момента.
Асимметричные и симметричные наконечники
Цельные манжеты часто бывают асимметричными или симметричными. Обе версии симметричны в радиальном направлении для равномерного уплотнения по внешнему диаметру трубки. Вместо этого симметрия / асимметрия относится к ориентации относительно гайки.
Асимметричный наконечник имеет форму конуса и может быть вставлен в корпус фитинга только в одном направлении (обычно кончик конуса направлен в корпус фитинга). Симметричные манжеты выглядят как два соединенных друг с другом конуса, и их можно вставлять в корпус фитинга в любом направлении. Это упрощает сборку в приложениях, где используется много фитингов, а время сборки имеет решающее значение.
Обратной стороной симметричных наконечников является то, что они с большей вероятностью смещаются со стороны оси по отношению к трубке, создавая небольшие утечки.Это особенно актуально при использовании в сочетании с жесткими пластиковыми трубками. По этой причине асимметричные манжеты обычно предпочтительны для высокотехнологичных приложений. Асимметричные манжеты также позволяют использовать двухэлементные манжеты, как описано выше.
Трубка
Компрессионные фитинги чаще всего используются с жесткими трубками, поскольку стенка трубки должна быть достаточно жесткой, чтобы противостоять силам сжатия, прилагаемым наконечником. Обычно используются металлические трубки (например, из нержавеющей стали или меди) и жесткие пластиковые трубки (такие как PEEK, нейлон, Teflon®, Kynar® или полиэтилен).
Использование более мягких трубок (таких как полиуретан или винил) обычно не рекомендуется с фитингами компрессионного типа, так как стенка трубки может разрушиться или отойти от наконечника. Это сводит на нет удерживающую способность обоймы, а также может препятствовать тому, чтобы обойма образовывала герметичное уплотнение по всему диаметру трубки. Если есть особая проблема конструкции (например, малый радиус изгиба), которая требует использования более мягких трубок, важно укрепить стенку трубки.Некоторые производители предлагают для этой цели вставки для трубок. Вставка трубки, обычно сделанная из металла, вдавливается в мягкую трубку и поддерживает стенку трубки, так что она не разрушается при сжатии наконечника.
Физические и химические характеристики различных материалов трубок должны приниматься во внимание при выборе наилучших трубок для конкретного применения. При работе над новым дизайном рекомендуется обращаться за технической поддержкой к поставщику трубок. Ключевые факторы включают: экстремальные значения давления и температуры, условия окружающей среды, условия вибрации, совместимость с жидкостями и минимальный радиус изгиба.В дополнение к этим общим соображениям, есть еще несколько конкретных факторов, которые следует учитывать при сборке компрессионных фитингов, например:
Тефлоновая (PTFE) трубка
Трубки из ПТФЭявляются популярным материалом для изготовления трубок, поскольку они устойчивы к большинству химикатов, выдерживают относительно высокое давление, не выделяют газ и более гибкие, чем металлические трубки. Одним из ключевых конструктивных факторов при использовании труб такого типа является их склонность к «холодному течению» или деформации вдали от сжимающей нагрузки.Это может вызвать утечку со временем, поскольку стенка трубки начинает расползаться (холодный поток) от наконечника. Проблема текучести на холоде усугубляется, когда трубка подвергается воздействию высоких температур, и может возникнуть, даже если фитинги установлены правильно и изначально герметичны.
Одним из решений этой общей проблемы является установка дополнительного уплотнения, такого как внутреннее уплотнительное кольцо, в корпус фитинга. Этот вторичный уплотнительный элемент обеспечивает радиальное уплотнение по внешнему диаметру трубки независимо от уплотнения, создаваемого обжимной муфтой.Это подход к проектированию «ремня и подтяжек», но он оказался очень эффективным в решении проблемы утечки холодного потока.
Металлические трубки
Способ изготовления металлических трубок может существенно повлиять на их характеристики с компрессионными фитингами. Трубка должна быть гладкой и не иметь шероховатостей или линий выдавливания, которые могут создать путь утечки через наконечник. Кроме того, трубки, которые хранились в бухтах, часто могут иметь асимметричный диаметр, что предотвращает даже сжатие.В то время как эластомерное уплотнение может деформироваться в соответствии с этими небольшими отклонениями, уплотнение «металл-металл» компрессионного фитинга менее терпимо. Также важно, чтобы конец каждой секции был обрезан под прямым углом, чтобы трубка могла располагаться симметрично в корпусе фитинга.
Установка
Инструкции по установке компрессионных фитингов различаются в зависимости от производителя и конкретной конструкции фитинга. Следует внимательно следить за соблюдением процедур сборки, рекомендованных производителем.Однако есть несколько общих элементов процедуры установки почти для всех компрессионных фитингов:
Расстояние в зависимости от крутящего момента
Обычно процедура затяжки компрессионного фитинга определяется с использованием вращения гайки в качестве ключевой метрики, а не крутящего момента. Компрессионные гайки имеют резьбу, что означает, что количество оборотов гайки напрямую зависит от линейного сжатия манжеты в зависимости от шага резьбы. Крутящий момент, с другой стороны, может сильно различаться в зависимости от материала фитинга и наконечника, смазки, степени истирания (для фитингов из нержавеющей стали) и других факторов.
Плотнее — не «лучше»
Часто при сборке фитингов сборщики и инженеры полагают, что «плотнее — лучше». Это не относится к компрессионным фитингам. Как описано выше в разделе «Манжеты», оптимальное уплотнение создается линейным контактом между манжетой и трубкой. Недостаточная затяжка стяжной гайки не деформирует манжету настолько, чтобы создать этот контакт, но чрезмерная затяжка приведет к слишком сильной деформации манжеты, создавая поверхностный контакт.Контакт с поверхностью ослабляет уплотнение и часто приводит к утечкам
Разборка и повторная сборка
Простота сборки и разборки — одна из причин, почему компрессионные фитинги так широко используются. Для разборки нужно просто ослабить стяжную гайку или винт. Повторная сборка может быть выполнена аналогично первоначальной сборке, хотя обычно требуется меньшее количество оборотов гайки, поскольку манжета уже прижата к трубке. Однако важно отметить, что компрессионные фитинги можно разобрать и собрать только несколько раз перед заменой манжет и / или корпуса фитинга, чтобы обеспечить герметичное уплотнение.
Смешивание и соответствие компонентов
Даже если компоненты двух разных производителей внешне похожи, они часто будут отличаться по ключевым внутренним размерам, таким как конус наконечника / корпуса, длина наконечника, а также размер резьбы и шаг. Поэтому смешивание и согласование компонентов от разных производителей может в лучшем случае дать разные результаты и обычно не рекомендуется.
Рекомендации по применению
Компрессионные фитинги часто выбирают не только по причинам, связанным не только с герметизацией и простотой использования.Во многих случаях высокие давления и температуры требуют использования жестких труб, которые несовместимы со многими другими типами фитингов. В других сферах применения, таких как лабораторные инструменты, опасения по поводу загрязнения делают привлекательными стерильность и низкие газовыделительные свойства трубок из нержавеющей стали и компрессионных фитингов. Существуют также более специализированные приложения; модифицированные компрессионные фитинги могут быть идеальным способом добавить термопару к системе, находящейся под давлением, чтобы получить больше данных о процессе.
Некоторые особенности приложения включают:
Приложения высокого давления
Компрессионные фитинги — идеальный выбор для приложений высокого давления. В сочетании с материалом трубок высокого давления, таким как сталь, большие компрессионные фитинги часто можно использовать при давлениях, превышающих 10 000 фунтов на квадратный дюйм. Номинальное давление уменьшается в миниатюре из-за более компактных размеров, но компрессионные фитинги Beswick из нержавеющей стали, например, по-прежнему рассчитаны на 3 000–5 000 фунтов на кв. Дюйм, в зависимости от модели.Этого более чем достаточно для использования в системах с CO2 в баллонах под высоким давлением, в водородных топливных элементах, в аэрокосмической отрасли и т. Д.
Ключом к использованию компрессионных фитингов при высоком давлении, особенно с газами, является целостность манжетного уплотнения. В то время как более простые конструкции (например, цельная манжета или манжеты без термообработки) могут быть достаточными при более низких давлениях, для приложений с высоким давлением требуются прочные компоненты, которые создают более надежное уплотнение.
Приложения высокой чистоты
Многие приложения в таких отраслях, как медицина, полупроводники и приборостроение, требуют, чтобы все компоненты были как можно более инертными и свободными от загрязнений.Компрессионные фитинги значительно облегчают эти применения. Использование трубок из нержавеющей стали или инертного пластика (например, ПТФЭ) позволяет инженерам избежать загрязнения, создаваемого материалами трубок с высоким газовыделением. Кроме того, компрессионные гайки и манжеты часто полностью металлические, и их легче автоклавировать, очищать или стерилизовать, чем фитинги, содержащие пластмассы или внутренние эластомеры.
Одним из факторов, который следует учитывать при использовании этих материалов с высокой степенью чистоты, является истирание. Заедание компрессионных фитингов может происходить между резьбой гайки и корпуса или между корпусом и обжимным кольцом.Истирание обычно наиболее распространено, когда фитинги подвергались экстремальной очистке, при которой удаляются все остаточные масла. Легкие случаи истирания могут проявляться в виде небольших царапин или зазубрин, в то время как более серьезные случаи могут привести к слипанию компонентов или срыву резьбы с корпуса фитинга.
В этих приложениях очень важно использовать обжимные кольца, устойчивые к истиранию. Также может быть полезно использовать летучую смазку, такую как изопропиловый спирт, для временной смазки сопрягаемых поверхностей, пока зажимная гайка затягивается.