Станок для гибки профильной трубы своими руками
Станок для гибки профильной трубы получил довольно широкое распространение в наши дни.
Сами трубы получили популярность далеко не только в строительстве, однако и при оформлении фасадов, интерьера, создании мебели.
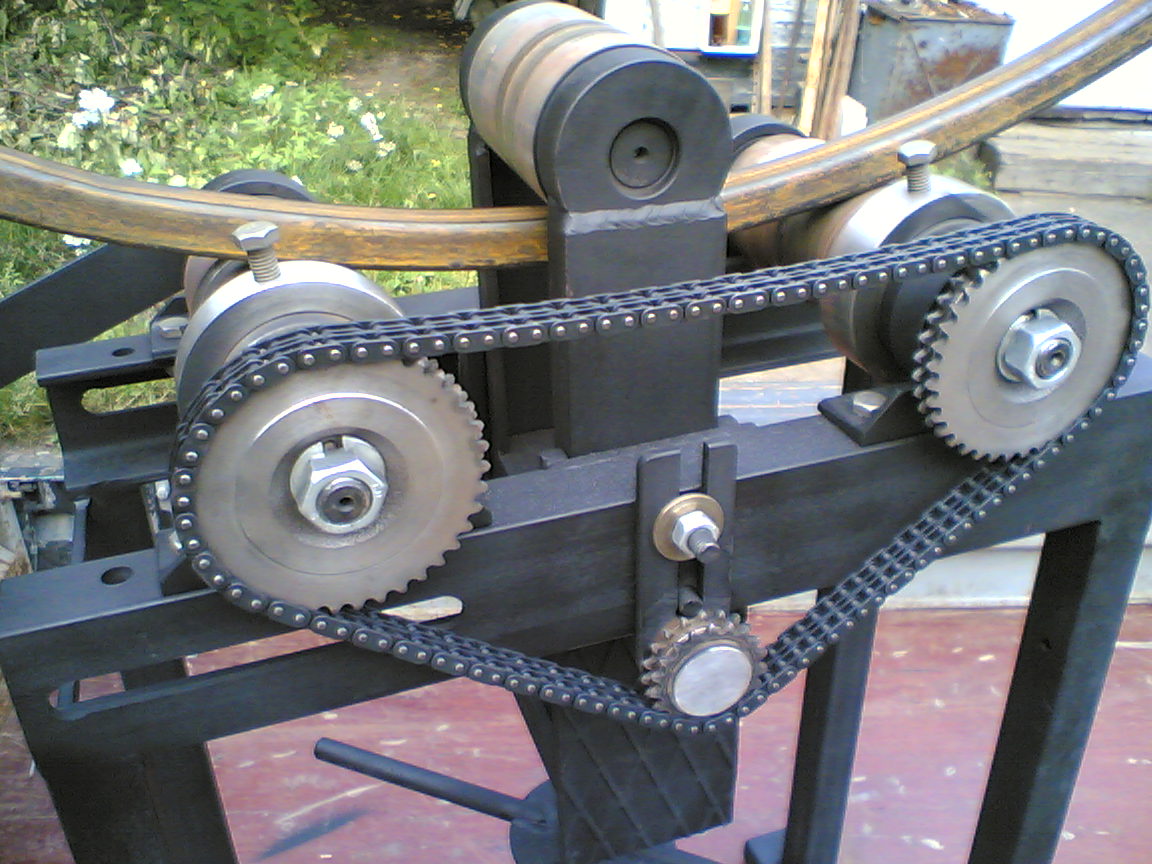
Фото самодельного станка
С этим универсальным материалом практически ежедневно сталкиваются большинство домашних мастеров.
Не представляет никаких сложностей нарезка профилированных труб, но вот их гибка становится более трудновыполнимой задачей.
Если важно не просто деформировать изделие, а сохранить его качественные характеристики, работы следует проводить при помощи специального оборудования.
На покупку дорогостоящего оборудования денежных средств хватает не всегда, а ведь сделать станок для гибки профильной трубы своими руками — не так уж и сложно.
Его конструктивных вариантов может быть огромное множество. Рассмотрим несколько самых простых из них.
Приступаем к изготовлению
Как отмечалось ранее, конструкция станка может быть различной. Все зависит от того, какие материалы и рабочие инструменты имеются под руками.
Чертеж станка для гибки профильной трубы
Люди с инженерным образованием могут усовершенствовать его, на свое усмотрение модернизировав и добавив дополнительных функций.
Для изготовления профильного трубогиба своими руками нам понадобятся:
- Три вала с осью вращения, осуществляющих сгибание;
- Металлический профиль для рамы;
- Приводной механизм;
- Цепь.
В первую очередь, необходимо подготовить каркас. Соединить все составляющие можно с помощью сварки, но она не обеспечивает достаточной надежности при работе с толстыми трубами.
Чтобы конструкция была прочнее и мобильнее, стоит скрутить ее болтами.
Валы для сгибания – это цилиндры из металла, имеющие ось вращения. Два из них крепятся немного выше уровня стола, третий – над ними.
Радиус загиба профильной трубы будет зависеть от того, на каком расстоянии расположены нижние цилиндры друг от друга. Предусмотрев ролики для их передвижения и стопора угол будет настраиваемым.
Предусмотрев ролики для их передвижения и стопора угол будет настраиваемым.
Видео-инструкция:
Закрепив валы, ручной станок для гибки профильной трубы должен быть оснащен механизмом, передающим им вращающее усилие. Оптимальный вариант – сделать цепной механизм, который свободно приобретается на рынке или снимается со старого автомобиля.Если цепь подбиралась отдельно, придется подумать о шестернях: их должно быть три.
Две установятся на первый и второй нижние валы, третья – ниже. Стоит предусмотреть возможность регулировать ее положение, чтобы натянуть цепь в случае необходимости.
К одному из валом прикрепляется ручка, с помощью которой будет создаваться крутящее усилие. Оборудование готово к использованию.
Второй вариант
Если вам не хватает времени на то, чтобы изготовить станок для гибки профильной трубы своими руками по выше описанной схеме, то можно смастерить более простой вариант.
Он не менее достойный, но во время проведения работ придется приложить больше физических усилий.
В качестве основания потребуется бетонная плита с насверленными отверстиями. Можно взять уже готовое изделие и насверлить в нем около 10 отверстий, расположенных вдоль дуги изгиба. Но надежнее вылить ее самостоятельно.
В отверстия вставляются штыри. Чтобы они не выскочили во время большой нагрузки, рекомендуется их залить бетоном.
Профилированная труба крепится на одном конце и плавно, без резких движений, загибаться вдоль второго конца.
Достигнув примерного результата, изделия оставляют на некоторое время, чтобы оно привыкло к форме, после крепят с другой стороны и доводят до требуемого состояния. Для облегчения работы трубу можно разогреть.
Схема процесса
Приспособление такого плана вряд ли заменит специализированное оборудование для гибки профилированной трубы, но прекрасно справится с небольшим объемом работы.
Где купить и сколько стоит?
Если нет времени на изготовления подобного оборудования, в большинстве строительных магазинах можно купить станок для гибки профильной трубы.
Количество моделей разнообразно. Они могут быть универсальными и подходить для любых профилированных изделий, или узкоспециализированными.
Оптимальным выбором станут модели, выполняющие вальцовую гибку труб размером до 14 см. Также должна быть предусмотрена фиксация изделия по бокам, чтобы сохранить сечение.
Станок обладает рядом преимуществ перед ручными моделями трубогибов:
- Могут оснащаться системой электронного управления, автоматизируя работу;
- Сменные насадки расширяют спектр выполняемых операций;
- Возможно наличие систем дистанционного управления;
- Мобильность и компактность;
- Установка на любое ровное твердое покрытие;
- Позволяют достигать желаемого результата и сгибать профиль полукругом, в виде буквы «N», «П» и т. п.
В зависимости от предназначения, сложности конструкции и количества выполняемых операций цена станка для гибки профильной трубы может варьироваться от нескольких сотен до тысяч долларов.
Подводя итоги
Согнуть профилированную трубу собственными руками, особенно большого диаметра, практически невозможно.
Самый оптимальный выход из сложившейся ситуации – обзавестись специализированным оборудованием.
Если объемы работ большие, их периодичность высокая – рекомендуется приобрести станок для гибки в магазине.
Если он необходим всего на один раз, его можно сделать своими собственными руками.
Станок для гибки профильной трубы
Станок для гибки профильной трубы необходим для придания требуемого угла профиля или трубы. Такой станок может пригодиться для хозяйственных нужд на приусадебном участке и не только.
Разновидности станков для гибки профильной трубы
- Станок для гибки профильной трубы рычажный, гидравлический, изгибающий изделия из металла под углом. Этот станок изгибает трубы при помощи рычага с приложением усилия в конкретной точке.
- Роликовый станок для гибки профиля.
 Такая конструкция позволяет гнуть трубы профильные под плавным радиусом по принципу вальцовки (раскатки).
Такая конструкция позволяет гнуть трубы профильные под плавным радиусом по принципу вальцовки (раскатки).
 Такая конструкция позволяет гнуть трубы профильные под плавным радиусом по принципу вальцовки (раскатки).
Такая конструкция позволяет гнуть трубы профильные под плавным радиусом по принципу вальцовки (раскатки).Имея такой станок в хозяйстве можно выполнять большой спектр работ. Его можно использовать для изготовления теплиц, навесов, козырьков и других изделий из круглого проката и профильных материалов, имеющих переменный радиус. Поэтому для человека привыкшего делать в доме все самостоятельно, без такого станка не обойтись.
Гибка профильных труб с помощью такого оборудования осуществляется комфортно и удобно. Подобный станок можно также применять для изгибания не только профильных труб, но и профилей из меди, алюминия, стали и т.д.
Особенности работы станка для гибки профильной трубы
- Данное оборудование позволяет гнуть трубу в соответствии с заданными параметрами (размером и формой). Конструктивные особенности оборудования позволяют выполнять операции с трубами согласно требований к монтажу. Применение оборудования исключает возникновение заломов и сплющивания, это позволяет профилю сохранять прочность после операции сгибания.
- Станок для гибки профильной трубы позволяет устанавливать оптимальные направления поворотов трубы, и в итоге использовать в помещении свободное пространство более рационально. Использование такого оборудования позволяет получить ощутимую экономию усилий, и повысить при этом эффективность эксплуатации монтируемой системы, так как используя данный станок нет необходимости применения всевозможных фитингов и сварочного аппарата.

Конкретный станок для гибки профильной трубы выбирают исходя из планируемого вида работ и применяемого материала.
Разделы: Гибочные станки, Станки для холодной ковки, Холодная ковка
Метки: ковка металла в домашних условиях, Ковка- основы, операции ковкиРучной трубогибочный станок с комплектом роликов для гибки профильной трубы VISPROM Т-60 100016 — цена, отзывы, характеристики, фото
Ручной трубогибочный станок с комплектом роликов для гибки профильной трубы VISPROM Т-60 100016 представляет собой простое, но при этом эффективное оборудование, которое используется в строительстве, нефтехимической отрасли, жилищно-коммунальном хозяйстве. Модель позволяет легко и быстро придать нужный угол сантехнической, газовой трубе без деформации профиля. Благодаря особой конструкции возможна эксплуатация аппарата в тесных помещениях. Для устойчивости и удобства работы в основании изделия предусматривается наличие специальных крепежных отверстий.
Модель позволяет легко и быстро придать нужный угол сантехнической, газовой трубе без деформации профиля. Благодаря особой конструкции возможна эксплуатация аппарата в тесных помещениях. Для устойчивости и удобства работы в основании изделия предусматривается наличие специальных крепежных отверстий.
- Вес, кг 36
- Габариты, мм 380х760х360
- Материал обработки металл
- Длина, мм 360
- Ширина, мм 380
- Высота, мм 760
- Тип профиля круг, квадрат
 org/PropertyValue»> Тип привода ручной (механический)
org/PropertyValue»> Тип привода ручной (механический)Этот товар из подборок
Комплектация *
- Станок;
- Ролики под круглую и квадратную трубу;
- Упаковка.
Внимание! Для гибки С-профиля требуется дополнительное оснащение станка.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 28,19
Длина, мм: 760
Ширина, мм: 360
Высота, мм: 380
Особенности VISPROM Т-60
| ||
Преимущества
|

Произведено
- Россия — родина бренда
- Россия — страна производства*
- Информация о производителе
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Вернем вам деньги, если:- С момента приобретения прошло не более 120 дней.
- Сохранен товарный вид, товар не эксплуатировался.
- Предоставлена заводская упаковка товара (исключение – вскрытый блистер).
- Сохранены ярлыки, бирки, заводские пломбы на товаре (не на кейсе).
- Сохранена полная комплектация инструмента (в момент приема товара сверяется с информацией на сайте).

Средний срок ремонта для данной модели составляет 35 дней
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 1 годГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
| СЦ «ПРОМА» МСК Средний срок ремонта — 21 день | г. Балашиха, ул. Лукино, вл. 49 | +7 (495) 645-84-19 |
Трубогиб для профильной трубы — чем лучше гнуть профиль
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С этой задаче отлично справляются трубогибы.
В состав многих конструкций входят трубы с профильным сечением, причем далеко не всегда они имеют прямолинейную геометрию.
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С помощью профилегибов сразу получают цельные криволинейные трубные заготовки (или с минимальным количеством стыков). На рынке металлообрабатывающего оборудования можно подобрать подходящее профилегибочное оборудование для любого материала, сечения, диаметра и толщины стенки трубы.
Виды станков для гибки профильных труб
В зависимости от принципа управления, все трубогибы для профильной трубы подразделяется на 3 вида:
- Ручные.
- Гидравлические.
- Электрические.
Рассмотрим возможности каждого из них немного подробнее.
Ручные трубогибы
Ручной трубогиб для профильной трубы работает за счет применения только мускульной силы человека. Благодаря мобильности, компактным габаритам и небольшому весу, такая профилегибочная машина удобна для производства нужных изделий непосредственно на месте их дальнейшего использования. Наиболее распространен вариант с тремя роликами, вокруг которых движется металлозаготовка в процессе придания ей кривизны.
Ручной трубогиб для профиля, в который заправлена прямолинейная профильная труба, позволяет получить на выходе изделие с загибом под каким угодно углом. Помимо трубы (с прямоугольным, квадратным или круглым сечением), профилегиб ручной может легко согнуть в дугу стальную полосу, пруток, уголок, квадрат и т. д. Преимущество устройства заключается в том, что, несмотря на простой рабочий механизм без применения электроники и специальных настроек, сгибание изделия происходит в точном соответствии с заданным радиусом.
Ручная профилегибочная машина обладает и другими достоинствами:
- безопасность;
- легкость транспортировки;
- доступная цена;
- независимость от источника электроэнергии;
- широкий спектр применения.
Некоторые пользователи боятся приобретать ручные гибочные инструменты, считая их ненадежными. На самом деле, эти опасения необоснованны: механические профилегибы изготавливают из стали высокой прочности, в том числе и из легированных марок.
Роликовые валы ручного профилегиба легко и аккуратно выгибают трубы из различных материалов: стали, меди, алюминия и металлопластика. В зависимости от предназначения, механические трубогибы для профтрубы могут быть оснащены несколькими размерами проточек для гиба профильных труб различного сечения, например: 15х15 мм, 25х25 мм, 40х40 мм и т. д.
В каждой модели заложены собственные возможности выполнения максимального угла изгиба заготовки и предельной толщины стенки изделия. Для удобства использования в станине ручного механизма имеются отверстия, с помощью которых он надежно фиксируется на рабочем столе.
Доступная цена на оборудование этой категории позволяет многим домашним умельцам обзавестись им для хозяйственных нужд. Пользуются ими и некоторые индивидуальные предприниматели, жестянщики, кузнечные и ремонтные мастерские. Для управления ими не требуются специальные знания и большие физические усилия.
Пользуются ими и некоторые индивидуальные предприниматели, жестянщики, кузнечные и ремонтные мастерские. Для управления ими не требуются специальные знания и большие физические усилия.
Безусловно, как и в любой группе товаров, здесь есть свои представители премиум-класса. Например, универсальная профилегибочная машина, которой доступно сгибание крупных профильных изделий. Ее вальцы изготовлены из закаленной стали и имеют сборную конструкцию, что позволяет изгибать трубы квадратного сечения путем намотки на заданный шаблон.
Зачастую такое оборудование используют в сфере ЖКХ — для оформления поворота на водопроводных и газовых трубах. Стоимость таких агрегатов на порядок выше, чем обычных ручных, но и область применения значительно шире.
Гидравлические профилегибочные станки
Вторая группа трубогибов — гидравлические механизмы. Они имеют более широкие функции и работают не только с трубами, но и с цилиндрами, квадратами и другими сложными профилями.
 Во время работы оператор станка прикладывает меньше физических усилий, так как за него это делает гидравлика.
Во время работы оператор станка прикладывает меньше физических усилий, так как за него это делает гидравлика.Профилегибочная машина, управляемая с помощью гидравлики, является технически более продвинутым механизмом по сравнению с ручным. Его валки могут прокатывать трубу как в горизонтальном, так и в вертикальном направлении. В процессе всего одной прокатной операции изделию можно придать несколько поворотных изгибов нужных радиусов под разными углами.
В стандартном исполнении гидравлический станок для гибки профильной трубы оснащен тремя роликами (вальцами): одним приводным и двумя прижимными. Вальцы изготовлены из высокопрочной легированной стали, поэтому не требуют частой замены. Однако, в случае необходимости, они легко демонтируются и меняются на резервные.
Как и ручные профилегибы, гидравлические машины имеют три проточки, но размеры сечений труб здесь могут доходить до 60х30 мм. Сечение квадратных труб, как правило, не превышает размеры 40х40 мм. Можно также гнуть полосу, пруток и трубу круглого сечения.
Дополнительное удобство в работе создает тормозное устройство двигателя — в любой момент можно приостановить выполнение операции, произвести нужные корректировки и вновь продолжить работу. Режим работы таких агрегатов вариативен: он может быть ручным, полуавтоматическим и автоматическим.
Производительность гидравлических гибочных станков для профильной трубы позволяет использовать их не только для выполнения разовых операций, но и для полноценного серийного производства. Выбор профилегибочного станка этого типа основывается на планируемых объемах работ: для периодического использования достаточно будет небольшого ручного станка; в случае эксплуатации в условиях производства — более эффективным будет выбор полуавтомата или автомата.
Электрические станки для гибки профильных труб
Профилегибочная машина для придания изогнутой конфигурации профильным трубам может работать и от электродвигателя. Из всех типов профилегибов именно электрический обладает самыми большими возможностями.
 По сути, это настоящий профессиональный станок, предназначенный для серийного производства гнутых изделий.
По сути, это настоящий профессиональный станок, предназначенный для серийного производства гнутых изделий.Станок нельзя отнести к мобильным: его установка производится стационарно, с постоянным подключением к электросети. Такие гибочные агрегаты монтируют на площадках машиностроительных цехов, в кузницах и в мастерских. Преимущество электрических профилегибов состоит в том, что в процессе работы со стороны оператора не прилагается никаких физических усилий.
Точность гиба на электропрофилегибах позволяет создавать изделия высочайшего класса исполнения. Настройка угла может задаваться оператором как вручную, так и с использованием цифровых программ. Во втором случае — контроль выполнения операций на станке осуществляется с помощью встроенного или выносного дисплея.
Производительность электрического трубогиба зависит от мощности его электродвигателя. В разных моделях она может достигать от 0,7 кВт до 2,2 кВт. Выбор, как всегда, обусловлен задачами производства. Увеличить скорость обработки металлоизделий со сложным профилем позволяет и быстрая смена насадок — для каждого профиля есть свой комплект.
При том, что профилегиб с электроприводом зарекомендовал себя как самый производительный, его популярность все-таки не настолько высока, как у ручного и гидравлического оборудования. Главные причины — высокая цена и привязанность к определенному месту. Приобретение электропрофилегибов экономически выгодно только в случае крупного стабильного производства.
Из всех промышленных трубогибочных машин для работы с различными металлическими профилями отдельное место занимает станок с ЧПУ. Это самый мощный и производительный агрегат из всех, применяемых в массовом производстве. Он предназначен для трехмерной гибки труб и профилей из нержавейки, меди, алюминия, бронзы и других металлов и сплавов.
Самым эффективным способом управления станков с ЧПУ считается сервопривод. Применение такого оборудования из-за его высокой цены оправдано только в условиях полномасштабного производства, например, на автозаводах или на крупных мебельных предприятиях.
Возможно, вы располагаете собственным опытом практического использования трубогибов для профильной трубы: у себя дома или на производстве. Нам интересно узнать ваше мнение об используемой вами модели, о его преимуществах и недостатках. Такой обмен мнениями очень важен для других пользователей, и может оказать им существенную помощь при выборе хорошего трубогибочного оборудования.
 youtube.com/embed/1rA1SJ5bsd4?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/1rA1SJ5bsd4?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Разновидности станков для гибки профильной трубы: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание статьи:
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.

Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами.
Метод подходит для небольших работ. - С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
 Метод подходит для небольших работ.
Метод подходит для небольших работ.Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы.
 К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
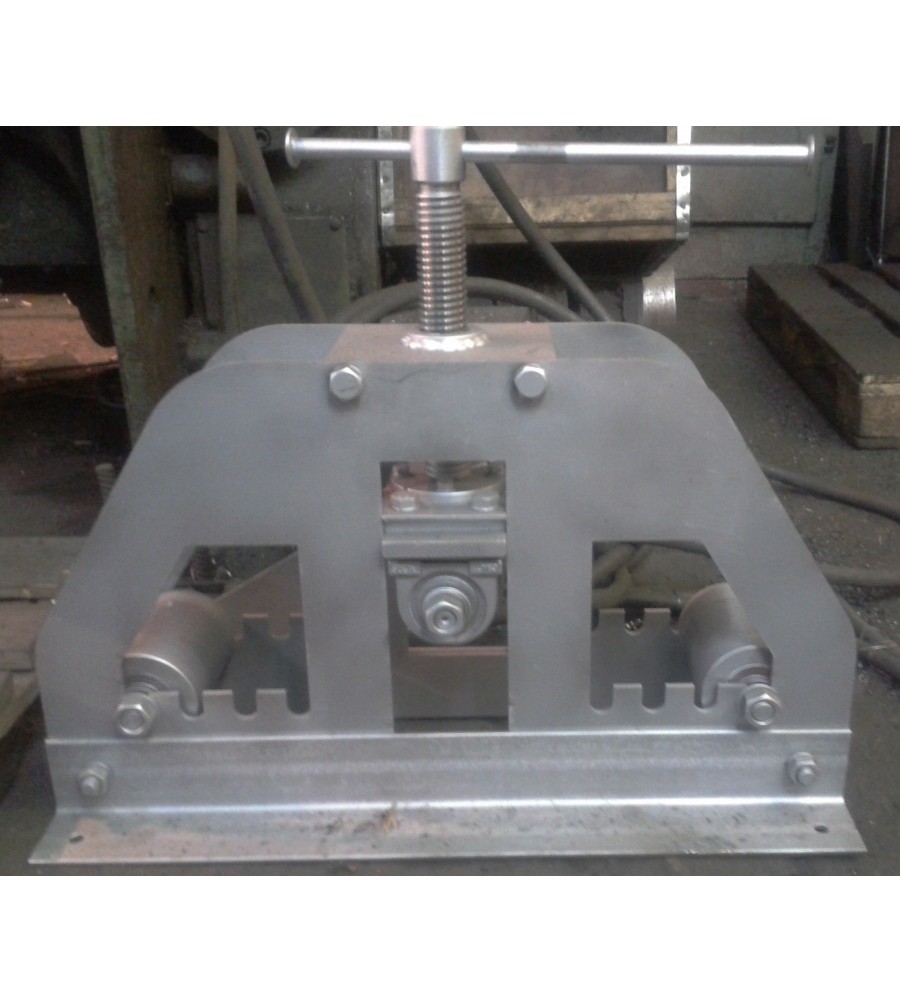
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
- заказать валы у специалистов.
- сделать каркас под устройство.
- устанавливают прижимной вал.
- прикрепляют пружины.
- закрепляют валы.
- протягивают цепь.
- делают ручку.
- наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
станок профилегиб для гибки труб
Наша компания производит и реализует универсальные станки для гибки профильной трубы. В каталоге трубогибов представлены электрические и ручные модели. Гибочные станки ООО «Дамано» по функционалу и качеству ничем не уступают именитым зарубежным аналогам. Именно поэтому сотни клиентов со всей России и СНГ приняли решение купить трубогиб у нас.
Каждый заказчик получает бесплатную доставку оборудования до терминала транспортных компаний в г. Уфа (межтерминальная оплачивается заказчиком) и фирменную гарантию. Наши трубогибочные станки не требуют сложного обслуживания и просты в эксплуатации. В то же время, они долговечны и обеспечивают высокую производительность для вашего бизнеса.
Компания «Дамано» имеет собственное производство трубогибов. Таким образом, вы приобретаете товар от производителя, без наценок посредников. Все сервисные и гарантийные вопросы также решаются напрямую. Благодаря такому подходу мы добились высокого уровня лояльности клиентов и сами всегда идем им навстречу.
Помимо трубогибов в ассортименте представлены торсионы, струбцины, завитки («улитки» большая и малая). На все интересующие вас вопросы мы с удовольствием ответим по телефонам 8 (800) 511-62-15, +7 (347) 2-666-377. Также вы можете воспользоваться услугой «Заказать звонок». Появился вопрос о конкретном товаре? Нажмите кнопку «Задать вопрос» на странице товара, вам ответят в кратчайшие сроки.
Заказать любой товар можно по телефону или через сайт, нажав кнопку «Заказать сейчас». Уважаемые клиенты! Перед началом эксплуатации трубогибочных станков, пожалуйста, внимательно ознакомьтесь с условиями эксплуатации оборудования. Благодарим вас за проявленный интерес и надеемся на плодотворное сотрудничество!
ООО «Дамано» — быстрый и качественный старт вашего прибыльного бизнеса. Не теряйте время — звоните прямо сейчас!
Станок для гибки профильной трубы своими руками
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы. Трубогибочный станок, гидравлический трубогиб
Описание продукта
Станок для гибки труб, гидравлический трубогиб
2. Технический параметр
Другие продукты на выбор .
3. Применение профилегибочного станка
Изготовленный нами профилегибочный станок — это высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка , Двутавровая сталь, двутавровая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используется в аэрокосмической, нефтехимической промышленности , гидроэнергетика, судостроение, автомобилестроение, машиностроение, металлоконструкции и так далее.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Профилегибочный станок представляет собой трехвалковую дуговую конструкцию, направленную вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгибания, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиба
Профили изгиба имеют симметричный и асимметричный изгиб. (См. Рис. 4-1)
7. Послепродажное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как продукт будет завершен, мы отвечаем за бесплатную подготовку механического, гидравлического, электрического и рабочего персонала на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление бесплатных запчастей.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7.21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование будет завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
Клиентов, посещающих
9. Представление компании
Наша компания является крупнейшим предприятием по производству профилегибочного оборудования на Центральных равнинах Китая, в настоящее время крупнейшей производственной мощностью нашей компании является W24S -1500, этот тип машины был представлен из Швейцарии, после нескольких лет отечественного производства, технология стала очень зрелой, и постепенно принимается на внутреннем рынке, во время процесса прокатки профиля, ее наиболее заметными преимуществами были следующие: 1, это самое экономичное оборудование; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, компании по производству графита Nantong, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co., Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
отгрузка
Если есть что-то, что мы можем сделать для вас, добро пожаловать к нам.
, 2020 Машинное оборудование для металлургии Материал гибочного станка и трубогибочного станка2020 Металлургическое оборудование Материал секций трубогибочный и трубогибочный станок
JXW500 СЕКЦИОННЫЙ БИЛЕР
Наш гибочный станок является частью специального оборудования, предназначенного для производителей секционных прутков. Его можно использовать для сгибания профиля в круглую, дуговую или другую форму заготовок. Этот гибочный станок широко используется в различных отраслях промышленности, таких как нефтяная, химическая, гидроэнергетика, судостроение, металлоконструкция, машиностроение и т. Д.
Применение
JXW500 Материал сечения Бендер используется для изготовления кругов, кривых или спиралей для заготовок. Широко используется в таких областях, как нефтяная промышленность, химическое машиностроение, гидроэлектроэнергетика, судостроение, стальные конструкции, машины изготовление и тд.
Технический параметр
| Позиция | Параметры |
| Модули сопротивления изгибу сечения | 270 ~ 2000 (см³) |
| Макс.сопротивление материала | 245Mpa (как у Q235A) |
| Гибка наружу для стали из стали | Модель стали из стали: 50 |
| Диаметр минимального изгиба: Φ3500mm | |
| Гибка внутри для стали из стали | Модель из стали: 40 |
| Мин. Диаметр изгиба: Φ 3500 мм | |
| Стальная труба | Макс. Сечение: Ф26 мм × 16 мм |
| Мин.диаметр изгиба: Φ15000 мм | |
| Мин. сечение: Φ90 мм × 8 мм | |
| Диаметр изгиба: Φ3000 мм | |
| Плоское сгибание для ленточной стали | Макс. Сечение: Φ200 мм × 60 мм |
| Минимальный диаметр изгиба: Φ3000 мм | |
| Прямой изгиб для ленточной стали | Макс. Сечение: Φ500 мм × 75 мм |
| Минимальный диаметр изгиба: Φ4800мм | |
| Рабочая скорость | 2 ~ 3 м / мин |
| Мощность двигателя | Гидравлический насос: 22 кВт |
| Опорный двигатель: 0.75 кВт × 2 0,18 кВт × 2 | |
| Размер | (Длина × Ширина × Высота) 4880 мм × 3200 мм × 2000 мм |
| Общий вес | Около 36000 кг |
000000
1. Может ли одна машина производить только один размер?
Не совсем, это зависит от машины.
2. У вас есть послепродажное обслуживание?
Да, мы с радостью дадим совет, а также предоставим квалифицированных специалистов для обслуживания машины в случае необходимости.
3.Как посетить вашу компанию?
Мы можем забрать вас из аэропорта Шанхая или Ханчжоу. Или железнодорожный вокзал Шаосин Север.
4. Что вы можете сделать, если машина сломалась?
Гарантийный срок нашей машины составляет 12 месяцев. Если сломанные детали не могут отремонтировать, мы можем отправить новые запчасти заменить сломанные, но вам нужно оплатить экспресс-стоимость самостоятельно.Если по истечении гарантийного срока мы сможем путем переговоров решить проблемы и обеспечим техническую поддержку на весь срок службы оборудования.
5.Можете ли вы нести ответственность за транспорт?
Да, пожалуйста, сообщите нам порт назначения или адрес. У нас богатый опыт работы на транспорте.
6. Вы торговая компания или фабрика?
Мы являемся производителем.
7. Почему ваша цена выше, чем у других?
Поскольку мы настаиваем на том, чтобы каждый завод ставил качество на первое место.Мы тратим время и деньги на разработку того, как сделать машины намного более автоматическими, точными и качественными. Мы можем быть уверены, что наша машина сможет без проблем работать более 20 лет.
8. У вас есть зарубежные инженеры?
Да, мы не только предоставляем зарубежных инженеров, но и проводим техническое обучение.
9. Вы предоставляете индивидуальные?
Конечно, мы можем спроектировать оборудование в соответствии с данными структурного раздела, который вы предоставляете.Мы являемся профессиональным разработчиком и производителем листогибочных машин.
,Гидравлический трубогибочный станок, горячекатаный гидравлический трубогиб
Описание продукта
Фотографии гидравлического трубогибочного станка, горячего надувного гидравлического трубогиба
гидравлического прямоугольного трубогибочного станка, горячего надувного гидравлического трубогиба
2. Технический параметр
3. Использование прямоугольного трубогибочного станка
Гидравлический прямоугольный трубогибочный станок, горячекатаный гидравлический трубогиб, который мы изготовили, представляет собой высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка, H-луча. сталь, двутавровая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используемой в аэрокосмической, нефтехимической, гидроэнергетической промышленности, судостроение, автомобилестроение, машиностроение, металлоконструкции и т. д.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Гидравлический трубогибочный станок прямоугольного сечения, гидравлический трубогиб горячей продажи, представляет собой трехвалковую дуговую конструкцию вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгибания, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиба
Профили изгиба имеют симметричный и асимметричный изгиб. (См. Рис. 4-1)
5.Больше моделей на выбор
000 000 000 000 000 000 7.Сервисное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как продукт будет завершен, мы бесплатно обучаем механический, гидравлический, электрический и эксплуатационный персонал на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление бесплатных запчастей.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7.21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование будет завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
9. Представление компании
Наша компания является крупнейшим предприятием по производству гибочного оборудования для профилей на Центральных равнинах Китая, в настоящее время самая большая производственная мощность нашей компании — W24S-1500, был представлен этот тип станка. из Швейцарии, после многих лет отечественного производства, технология стала очень зрелой и постепенно принимаемой на внутреннем рынке, во время процесса прокатки профиля ее наиболее заметными преимуществами были следующие: 1, это оборудование с наибольшей экономией материала; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, компании по производству графита Nantong, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co., Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
10. Почему выбирают нас?
Преимущества, которые мы имеем:
1. Опытный поставщик прокатных и гибочных станков.
2.Профессиональная команда дизайнеров и отдел продаж к вашим услугам.
3.Alibaba золотой поставщик, завод признан CE.
4.7 / 24 сервис для вас, все вопросы будут решены в течение 24 часов.
Преимущества, которые вы получаете:
1.стабильное качество — благодаря хорошим материалам и технике.
2. Низкая цена — не самая дешевая, но самая низкая при том же качестве.
3. Хорошее обслуживание — удовлетворительное обслуживание до и после продажи.
4. Срок поставки — 30-40 дней для массового производства.
11. Наша компания View
Наша философия заключается в предоставлении нашим клиентам высококачественных продуктов и беспрецедентных услуг. Мы заверяем наших клиентов в взаимовыгодных отношениях и надеемся на развитие долгосрочного стратегического партнерства с вашей уважаемой организацией.
Добро пожаловать в Китай, приглашаем посетить наш завод!
Расположение : к югу от Тайханг Роуд, город Циньян, провинция Хэнань, материковая часть Китая.
,Новые и бывшие в употреблении специалисты по трубогибочным станкам с ЧПУ
Люди, которые решают проблемы,Разрабатывают решения и формируют успех!
Как тратить меньше, но зарабатывать больше Прекратите тратить деньги — инвестируйте в качественные трубогибочные станки с ЧПУ. Наша цель — дать возможность коллегам-профессионалам, руководителям / директорам производства и владельцам бизнеса, обеспечивая добавленную стоимость. Это означает, что для наших клиентов вы можете конкурировать, чтобы привлечь новых клиентов с минимальными вложениями и максимизировать отдачу от инвестиций. Высокая производительность — прибыльные решения. Наше обязательство перед нашими клиентами заключается в объединении самого большого в мире недорогого ассортимента качественных высокопроизводительных трубогибочных и торцевых станков, С минимальными инвестициями поможет вам быстро воплотить ваши проекты в реальность с помощью станков с ЧПУ со склада. у вас несправедливое преимущество перед конкурентами, чтобы выиграть новый бизнес. Все в отличном состоянии — в наличии сразу FUTURE PROOFING — Используя эти качественные бывшие в употреблении машины, вы выведите свое производство на новый высокий уровень.Повышение вашей способности производить качественные, точные воспроизводимые детали за счет более интенсивной, быстрой и продолжительной работы на трубогибочном станке. А из-за низкой окупаемости инвестиций вы быстрее окупаетесь, что делает вас более прибыльным. Дистанционная демонстрация может быть организована и рекомендуется. Сделайте 2021 год вашим Если вы не видите то, что ищете |
Future Proof — Модернизируйте и упростите ваши существующие вне гарантии трубогибочные станки с ЧПУ.Установите контроллеры Phenix MORE и программное обеспечение , увеличивая ценность, возвращая их к полной производственной мощности «Как новый» , обеспечивая дополнительные 10+ лет нового срока службы, экономя ваше время и массу денег, увеличивая рентабельность инвестиций до максимума — По машинам / инвестициям, которые вы уже купили и за которые заплатили!
Сделайте 2021 год вашим
Блог о трубопроводах и трубогибочных машинах — это средство общения, которое позволяет нам поддерживать связь с нашими клиентами и приносить им пользу.В нашем блоге вы найдете советы экспертов, идеи и новости отрасли. Мы приветствуем любые комментарии или вопросы, которые могут у вас возникнуть, и приглашаем вас поделиться ими с нами либо в разделе комментариев, либо обратившись к нам напрямую на нашей странице , свяжитесь с нами .
Пожалуйста, посетите наш блог здесь. Мы приглашаем вас подписаться на блог «Трубогибочные машины», чтобы получать наши последние статьи, новости и обновления.
<> <> <> <> <>
Повышение качества и упрощение — Мы упрощаем вам автоматизацию отдела гибки труб с помощью новейших технологий ЧПУ Phenix.
Почему мы разные… Инновационные индивидуальные решения — лучше выдерживают нагрузку
Покупайте с уверенностью.
Выберите автономную машину или полностью автоматизированную производственную ячейку.
Они могут работать усерднее, быстрее и дольше, чтобы увеличить ваше производство и прибыль!
Посмотрите, что возможно…
Мы знаем, что заниматься манипуляциями с трубками — значит иметь дело с неожиданностями.
Вам нужна надежная поддержка и резервное копирование, которое поможет вам в это важное время.
Слишком часто от трубогибочных станков с ЧПУ отказываются по той простой причине, что они не поддерживают старые, зачастую проприетарные системы управления, аппаратное и программное обеспечение.
Чаще всего легко ремонтируются или заменяются механические детали: подшипники, втулки, рычаги, шестерни, шарико-винтовые передачи, гидравлика.
«Но электроника — нет»
Зная слабые стороны и недостатки большинства контроллеров ЧПУ, наши системы управления 21st Century Phenix MORE на много миль превосходят старые устаревшие и медленные системы и могут обеспечить резервное копирование ваших текущих станков для полной, высокоскоростной и надежной экономии производственных мощностей. ваши деньги и высвободите дополнительные 10+ лет производственной жизни!
Узнать больше
MC150B — Профилегибочный станок
Профилегибочный станок MC150B NARGESA .Наш трубогиб MC150B разработан с целью минимизировать производственные затраты и обеспечить максимальную производительность при гибке труб и профилей.
ЦЕНА 3.300,00 €
Он был изготовлен для различных профилей, таких как плоский стержень или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, гибочный твердый стержень, квадратного и круглого типа, спиральная труба или даже квадратная, прямоугольная или круглая труба из разных материалов: чугун, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий.Цель этих операций по гибке варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
Два приводных ролика. Два нижних ролика моторизованы и имеют накатку для лучшего захвата.
Надежная трансмиссия с помощью плоских закаленных шестерен.
Диаметр осей: 40 мм.
Полезная длина осей: 74 мм.
Максимальная сила гибки круглой трубы: 2 дюйма или 50 мм.
Регулировка изгиба верхним валом, что позволяет без деформации изгибать размеры труб и профилей, а также профили большого диаметра.
Мы поставляем профилегибочный станок MC150B с 9 роликами и стандартными шайбами, которые можно комбинировать и изготавливать все виды профилей. (Квадратная труба, прямоугольный, квадратный стержень, круглый и прямоугольный стержень, U-образный профиль, Т-образный профиль, угол, плоский стержень, кромочный стержень …) Это только для специальных круглых труб, когда нам нужны специальные ролики.
Миллиметровая шкала для изгиба верхнего вала.
Два рабочих положения, горизонтальное и вертикальное на одном рабочем столе.
Корректирующие ролики по бокам для контроля деформации изгиба при изготовлении спиралей и винтовых лестниц.
Мощность двигателя: 0,75 кВт / 1 л.с.
Электропитание: 3 фазы, 230/400 В или 230 В, 1 фаза
Скорость роликов: 6 об / мин
Полуавтоматический трубогибочный станок для прямоугольных мебельных профилей от китайского производителя
Пневматический станок для гибки прямоугольных труб GM-76NCB
Ø
Характеристики станкаПолностью гидравлический привод, ПЛК с сенсорным экраном или гибочный станок для текстовых труб, оборудован с приспособлениями для зажима труб, направляющими формами, оправкой, стойкостью к сминанию, вспомогательным толканием, гибкой труб и т. д.Этот профессиональный, высокоскоростной и экономичный европейский трубогибочный станок с гидравлическим приводом может сгибать металлические трубы различных размеров, как нормальной, так и нестандартной формы, а углы изгиба контролируются высокоточным импортным кодировщиком, который обеспечивает высокую точность этой машины.
Ø
Главный технический параметрНазвание | Единица | Параметр |
Макс.Максимальный радиус изгиба | мм | ¢ 76 * 5 |
Диапазон радиуса изгиба | мм | 30-350 |
Макс. Угол изгиба | ° | 190 ° |
Хотя эффективное расстояние | мм | 3800 |
Скорость гибки | ° / сек 30 | |
Точность гибки | ° | ± 0.10 |
Мощность двигателя системы | кВт | 7,5 |
Объем подачи масляного насоса | л | 23 |
Макс. Давление | МПа | 16 |
Д * Ш * В (размер упаковки) | мм | 4800 * 1200 * 1350 |
Вес машины | T | Около 3.5 |
Ø
Конфигурация гидравлической и электронной системы управленияНазвание | Производитель |
Гидравлический двигатель | Германия Siemens (Beide) или Runmali |
Гидравлический насос | Wuxi Tuoli |
Гидравлический клапан | Япония Юкен (импорт) |
Масляный канал | импорт ШангхонгШангхонг ) |
Цилиндр | Шанхай Цифань |
Сенсорный экран | Тайвань Weinview (Импорт) |
ПЛК | Япония Импорт Мицубиси | )
Угловой регулятор | Япония Nemicon (импорт) |
Переключатель мощности | Тайвань Mingwei |
Контактор | Schneider |
Квадратный трубогиб для гибочных труб
Наши трубогибочные машины, например, могут специализироваться на следующих областях применения.Если вам нужно специальное решение для гибки или правки труб для вашего трубного проекта — возможно, это будет возможно со Stierli Bieger.
Гибка газовых и водопроводных труб
Газовые и водопроводные трубы можно гнуть на гибочном станке Stierli с помощью стандартных инструментов для гибки труб. Для каждого размера трубы используется отдельный сегмент гибки.
Наряду с трубами, соответствующими DIN EN _______, трубы для перил можно гнуть без оправки. Однако эти трубы имеют больший радиус изгиба.
Изгиб нержавеющих труб невозможен. Такие трубы всегда необходимо гнуть на оправке.
Гибка газовых труб на стандартном трубогибе выполняется быстрее, чем на станке для гибки труб на оправке.
Гибка прямоугольных / квадратных труб
Гибка прямоугольных или квадратных труб может выполняться с помощью специального инструмента. При этом трубка слегка сжимается изнутри, чтобы материал мог течь.
Эта процедура гибки труб очень экономична и быстрее, чем на станке для гибки труб на оправке.
Колено трубы American
При гибке квадратных или прямоугольных труб внутренняя часть слегка сжимается, чтобы материал мог течь контролируемым образом. Это также известно как «американский изгиб трубы».
Эта процедура часто используется, когда такие трубы требуют экономичного изгиба. Таким образом, не требуется дорогостоящая машина для гибки оправки, и процесс гибки также выполняется быстрее.
Сплющивающие трубы
Трубы могут быть плоскими в металлической или стальной конструкции.Плоские трубы можно использовать, например, для изготовления распорок.
Гибка тяжелых труб большого диаметра до 400 мм
Трехвалковые гибочные машины для большего диапазона диаметров очень дороги или даже не производятся производителями трехвалковых гибочных станков.
Если радиус изгиба не должен быть слишком маленьким, такую трубу можно также пошагово согнуть с помощью гибочного пресса Stierli.
Большие диаметры> 400 мм по запросу.
Складные трубы
Мы создали решения для гибки труб в металлических и стальных конструкциях. Благодаря этому можно сэкономить на трудоемких работах по распиловке и сварке.
Процесс гибки труб при вытяжке
Более тонкие трубы и трубы меньшего радиуса можно гнуть, чем на стандартной трубогибочной машине (процесс гибки труб под давлением). Процесс гибки труб с вытяжкой имеет еще несколько возможных применений, чем процесс гибки под давлением.
Для гибки труб мы можем порекомендовать вам, например, следующие станки:
Гибочный станок — листовой металл, профиль, трубогиб
Гибочный станок — трубогибочный станок, профилегибочный станок
Гибочный станок в основном используется для гибки заготовки.Для этого в машине используется гибочный инструмент. Доступны различные типы гибочных машин, а именно: гибочная машина для листового металла, гибочная машина для гибки, резки и пробивки шин, гидравлическая и механическая профилегибочная машина, гидравлическая ручная, гидравлическая ручная / моторизованная трубогибочная машина, листогибочная машина, гибочная машина для листового металла, трубогибочный станок и т. д. Листогибочный станок выбирается для создания изгиба листового металла. Металлические детали сначала закрепляются на зажимном приспособлении, которое удерживает их в течение всей операции.Надежность этого гибочного станка обусловлена тем, что они изготовлены из высококачественного сырья.
Листогибочная машина — это инструмент, используемый для сгибания предметов под углом. Этот профилегибочный станок также известен как трубогибочный станок, так как он также используется для гибки трубных объектов. Этот станок подходит для использования при гибке таких объектов, как трубы, трубы и т. Д. Эти профилегибочные станки используются из-за их высокой точности и предпочитаются большинством людей.
Листогибочная машинаЛистогибочные машины помогут вам сгибать и складывать различные материалы для достижения желаемого результата. В металлургической промышленности производители должны сгибать металлические листы под углом для достижения желаемого результата. Листогибочные машины используют растяжение и сжатие для создания сложного продукта. Кроме того, машина позволяет производителям устанавливать несколько деталей, с которыми иначе сложно работать.
Листогибочные машины предлагают предприятиям инновационную возможность превращать сырье в сложные продукты в соответствии с их потребностями.Эти машины популярны, поскольку их можно настроить с помощью различных аксессуаров и удовлетворить потребности различных отраслей промышленности.
ТрубогибТрубогибочные станки помогают сгибать трубы и трубки из различных материалов. Такие отрасли, как автомобилестроение, сантехника, архитектура и другие, постоянно используют трубогибочные машины для изгиба труб и других промышленных целей. Независимо от того, работаете ли вы над сгибанием небольшого куска трубы или большого, это оборудование отлично работает без использования какой-либо энергии или силы высокого уровня.Если вы ищете эргономичное решение для гибки труб из твердых материалов, таких как сталь, алюминий или другие, то трубогибочный станок является идеальным решением.
VMC и фрезерный станок с ЧПУ, токарные станки с ЧПУ от китайских производителей — Tengzhou Hoton Machinery Co., Ltd.
{{if (item.springSalesTagInfo && item.springSalesTagInfo.showSpringSalesTag) {}} {{}}} {{if (item.showDealsTag) {}} {{}}} {{-item.productName}} {{if (item.meiAwards && item.meiAwards.length> 0) {}} {{util.each (item.meiAwards, function (meiAward) {}}{{-meiAward.prodAwardDateAndName}}
{{})}} {{}}} {{if (item.springSalesTagInfo.showSpecialDiscountTag) {}} Специальная скидка {{}}} {{if (item.springSalesTagInfo.showFreeSampleTag) {}} Бесплатный образец {{}}} {{если (item.springSalesTagInfo.showRapidDispatchTag) {}} Rapid Dispatch {{}}} {{if (item.springSalesTagInfo.showSoldThousandTag) {}} Продано 10000+Горячие и актуальные товары
{{}}} {{if (item.springSalesTagInfo.showInstantOrderTag) {}} Мгновенный заказСлужба поддержки онлайн-заказов
{{}}} {{if (item.springSalesTagInfo.showReliableSupplierTag) {}} Надежный поставщик {{}}} {{if (item.springSalesTagInfo.showExpoTag) {}} Интернет-выставка {{}}}{{if (item.mainProps) {}} {{util.each (Object.keys (item.mainProps), function (prop, i) {}}
Robitec | Трубогибочные машины
Мы производим вашу трубогибочную машину
Являясь одной из ведущих мировых компаний в производстве и разработке гибочных машин, мы предлагаем вам индивидуальные решения для вашей индивидуальной трубогибочной машины.
В наш ассортимент продукции для гибки труб входят машины и системы для различных областей применения.Наши машины могут быть применены практически в каждой отрасли промышленности, в которой используется трубогибочный станок.
В нашем ассортименте помимо прочего:
- Трубогибочные станки для труб диаметром от 4 до 420 мм. (От 1/8 «до 16»)
- Программируемые трубогибочные станки и с ЧПУ
- Трубогибочные станки с двумя гибочными головками для сложных трубных систем
- Трубогибочные станки для производства на заказ и малых партий
- Трубогибочные машины для крупномасштабного массового производства
Само собой разумеется, что каждая машина для обработки труб, произведенная на нашем предприятии, отвечает самым высоким требованиям качества в отношении дизайна и качества изготовления.Наш менеджмент качества подтвержден TÜV Rheinland (глобальным поставщиком технических услуг, услуг по безопасности и сертификации в Германии) и регулярно сертифицирован по ISO. В 2003 году мы взяли на себя инициативу привести себя в соответствие со стандартом ISO 9001.
Наши трубогибочные машины доступны в различных исполнениях:
- гидравлические гибочные машины
- электрические гибочные машины
- полуэлектрические гибочные машины
- гибридные гибочные машины
Кроме того, также доступен большой выбор дополнительных принадлежностей — оптимизированы в соответствии с вашими требованиями.
Принцип работы трубогибочного станка
При использовании метода холодной гибки возникает множество факторов, таких как растяжение, удлинение, пределы текучести, силы растяжения и силы сдвига. Эти факторы, помимо материала и его свойств, требуют особого внимания. Например, сдвиговые усилия, возникающие в процессе гибки, могут быть поглощены пресс-формами. Одновременно этот пресс-штамп стабилизирует прямой конец трубы в процессе гибки.
Тонкостенные трубы обычно изготавливаются из очень чувствительных материалов, таких как алюминий и титан, и в процессе формования они очень требовательны и склонны к растрескиванию. В то время как обычные трубы могут иметь толщину стенки, например. g., 60 x 1 мм, эти специальные трубки могут иметь размер только 60 x 0,6 мм. Для этого конкретного процесса гибки труб мы увеличили транспортную мощность нашего трубогибочного станка и соответствующим образом отрегулировали гибочные инструменты. Это гарантирует, что наши машины оптимизируют ваши требования к гибке труб.
Например, при оснащении пресс-штампом с регулируемой по высоте высотой изгибающие усилия прилагаются точно к тонкостенным трубкам. Благодаря улучшенной регулировке усилий трубогибочный станок обеспечивает наиболее точные результаты гибки, даже если используются тонкостенные трубы из титана, алюминия, меди или нержавеющей стали, такой как № 1.4509 или 1.4512.
Кроме того, так называемая «упругая отдача», возникающая после завершения процесса гибки, является еще одним фактором, который можно компенсировать только путем чрезмерного изгиба заготовки.Это необходимо учитывать при изготовлении гибочного инструмента для трубогибочного станка. Само собой разумеется, что эта характеристика заложена при разработке вашего трубогибочного станка по индивидуальному заказу.
Современные трубогибочные машины способны сгибать практически любую трубу с радиусом изгиба от прибл. От 1 x D до 5 x D во время процесса холодной штамповки.