Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
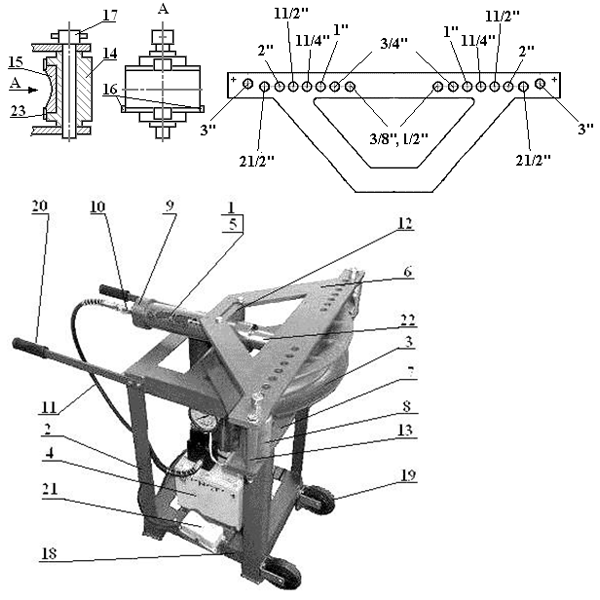
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
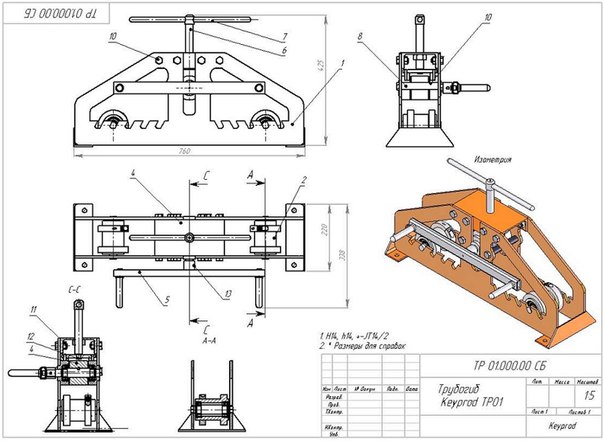
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций.
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
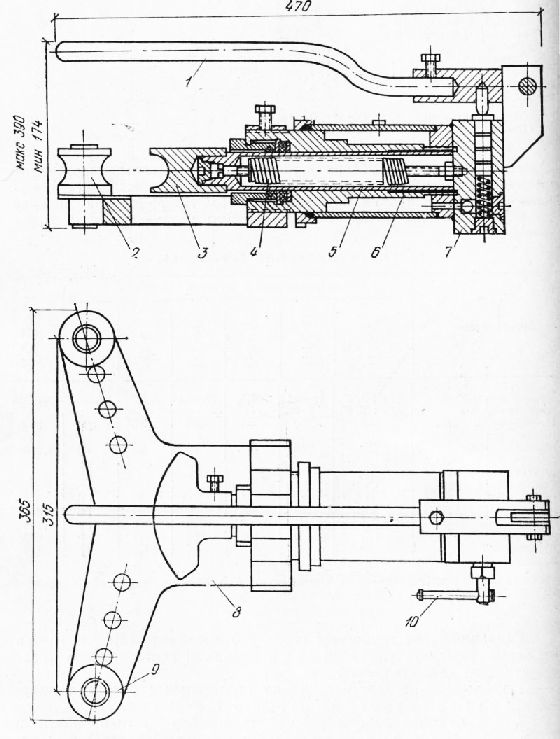
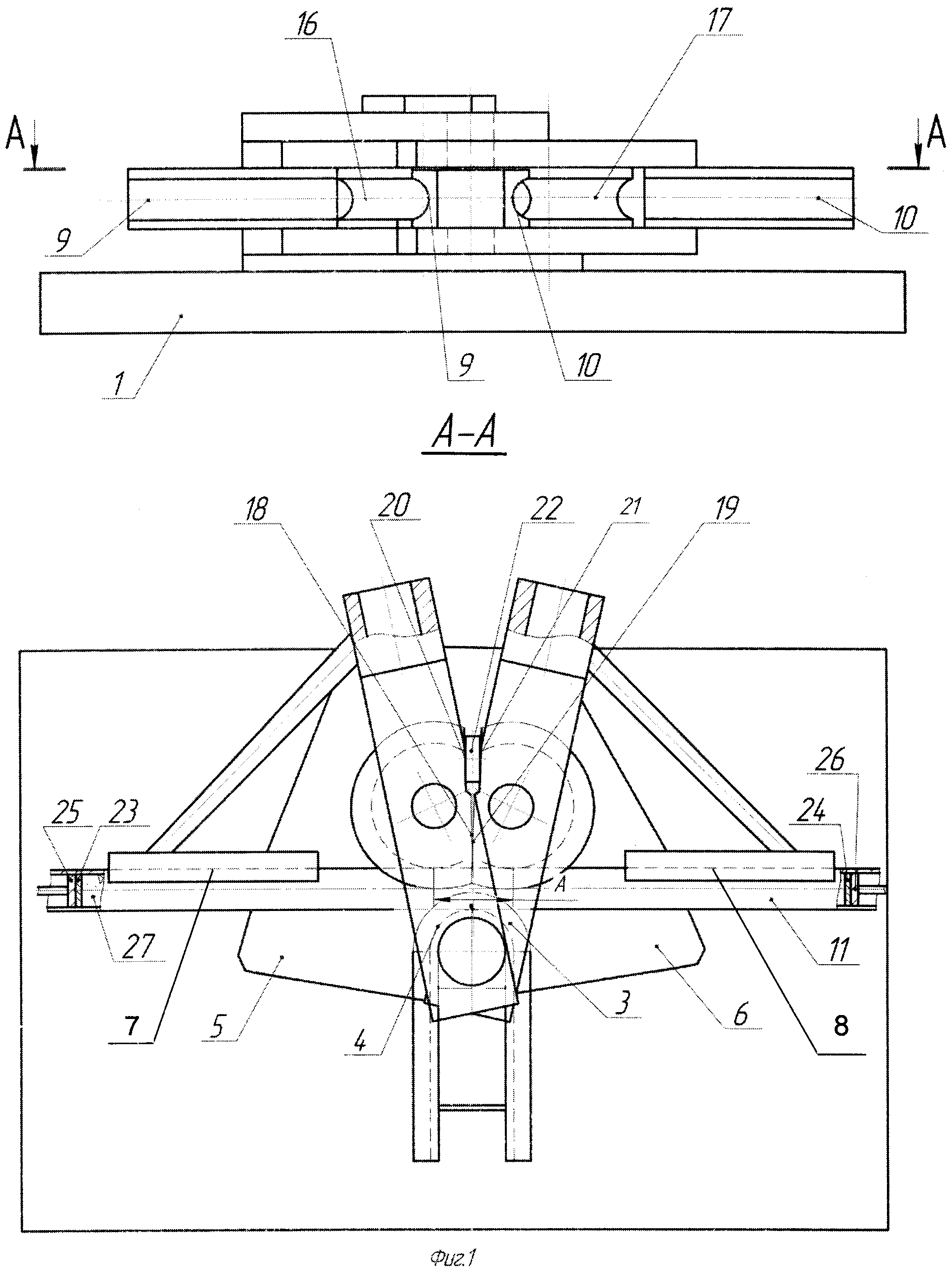
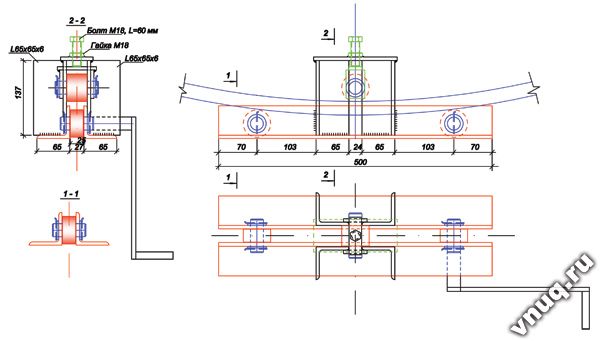
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
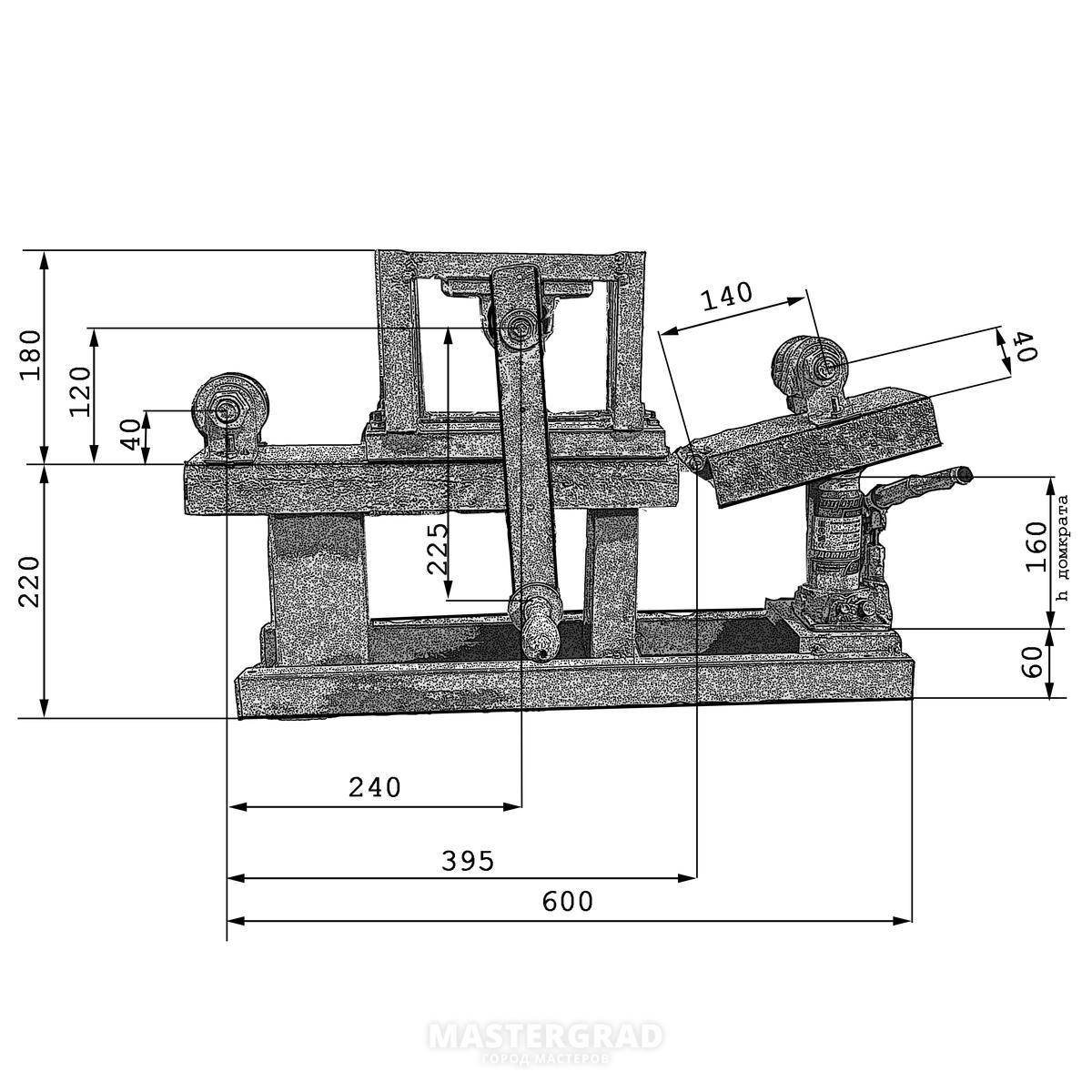
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца.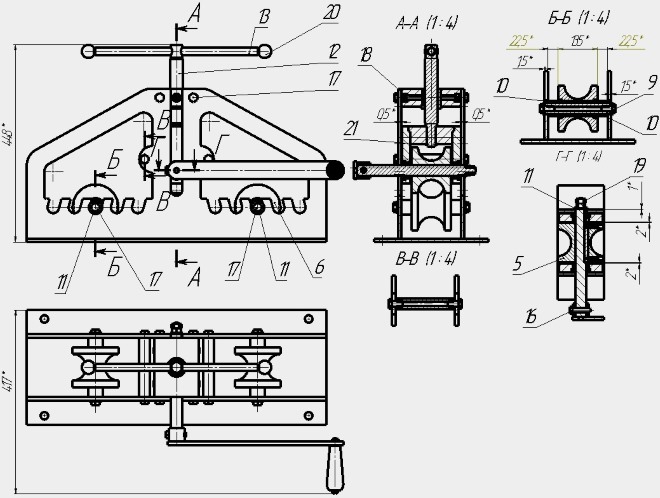 После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
 При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.

Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
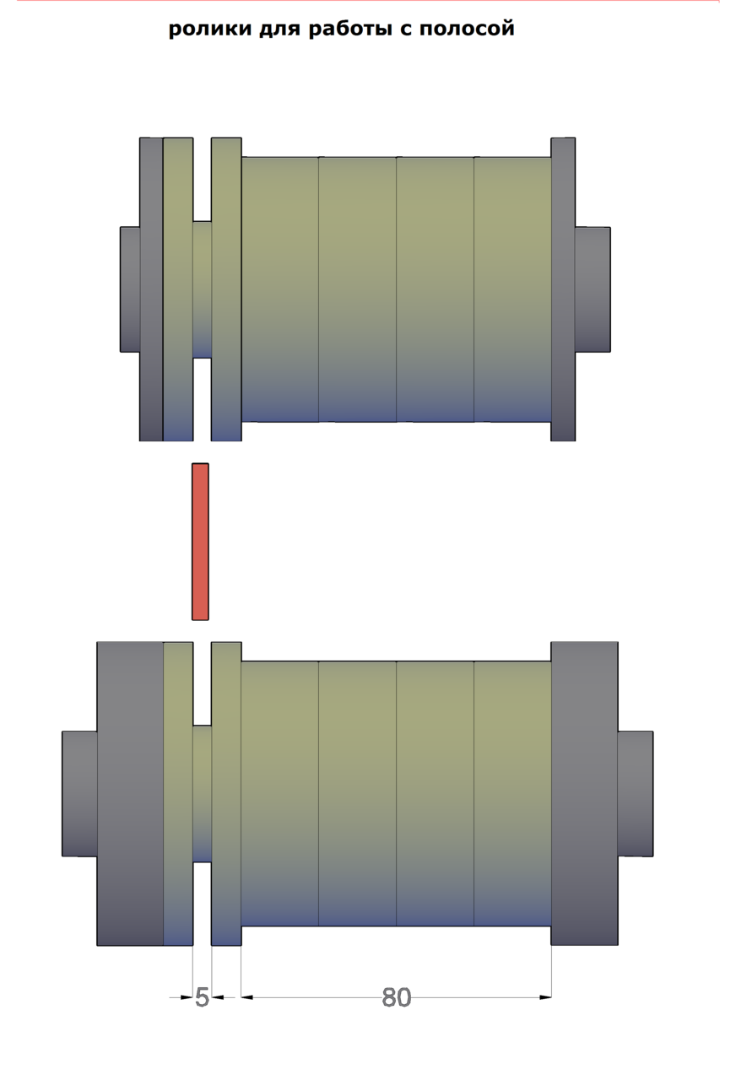
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
 Вместо прижимного винта в таких трубогибах нередко используется домкрат.
Вместо прижимного винта в таких трубогибах нередко используется домкрат.В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Трубогиб без токарных работ
Всем доброго времени. В данной статье мы с вами рассмотрим, как автор канала «ДОМИК В ДЕРЕВНЕ 54» собрал трубогиб для профильной трубы, без токарных работ. Всё, что понадобилось автору для данной самоделки.
МАТЕРИАЛЫ: швеллер 80 х 40, уголок 25 х 25, шпилька М18, подшипники, шайбы М18, гайки М18, листовой металл толщиной 5 мм, труба металлическая, старые электроды No 4, куски профильной трубы 20 х 20, шпилька М8, кусок металлопластиковой трубы.
ИНСТРУМЕНТЫ: Аппарат сварочный и электроды, УШМ и круги к ней, отрезные и шлифовальные, дрель и свёрла, тиски, маркер, рулетка, угольник, ключи гаечные, магнитные угольники, деревянный брусок и наждачная бумага.
 Вот пожалуй и всё, что нужно для этой самоделки.
Вот пожалуй и всё, что нужно для этой самоделки.Ну а теперь, сам процесс изготовления.
Автор отрезает, один кусок от швеллера длинной 400 мм, и четыре куска от уголка длиной по 250 мм каждый.
После приваривает уголки к швеллеру, как показано на фото.
Затем из листового металла мастер вырезал две заготовки. И сделал в каждой из них по одному отверстию строго в центре диаметр отверстий 19 мм. Деталь, что больше это будет упорная пластина.
И в дальнейшем она будет приварена к уголкам.
К заготовке поменьше будут приварены вот такие детали с вырезами. Это будет каретка.
Размеры по уголкам внутри: 70 мм на 80 мм.
Снаружи: 130 мм на 70мм. Из этих размеров становится понятно, что размеры упорной пластины 130х70мм, а каретки 70х80мм.
Затем автор приступил к изготовлению ведущего ролика. Для этого он взял кусок шпильки М18 длиной 200 мм. И одел на неё два куска трубы друг на друга.
Между шпилькой и первым куском трубы, автор установил куски старых электродов No4.
 Для создания соосности.
Для создания соосности.Внешнюю трубу он распилил вдоль. После она будет хорошо проварена и зашлифована.
Также, эти соединения автор тоже хорошо проварил.
После сварки о шлифовки ролика, мастер установил на него по одному подшипнику с каждой стороны.
Также была сварена и отшлифована каретка.
Затем, установленные на ролик подшипники, автор приварит к каретке, в этих местах.
Далее в отверстие каретки, автор устанавливает шпильку и накручивает на неё гайку.
После приваривает эту гайку к шпильке.
Затем устанавливает ещё одну гайку, но уже с другой стороны и снова приваривает её к шпильке. Между гайками и пластиной каретки должен быть не большой зазор.
После устанавливает на шпильку прижимную пластину.
Далее устанавливает каретку с пластиной на своё место.
И приваривает пластину к уголкам.
Далее устанавливает гайку на шпильку.
И приваривает её к пластине.
После приваривает кусок профильной трубы на край шпильки.
 И прижимной ведущий ролик готов.
И прижимной ведущий ролик готов.Далее мастер собирает боковые ролики. Для этого на шпильку он устанавливает гайку.
Затем большую шайбу.
После шайбу поменьше.
Далее три подшипника.
И снова, шайба поменьше.
Затем большая шайба.
И в конце всё это хорошо стягивается гайкой.
После, в этих местах мастер проходит сваркой. И лишнюю часть шпильки отрезает. Всё один боковой ролик готов. Второй ролик собирается аналогичным способом.
Такие вот ролики получились.
Теперь автор сделает ручку к главному ролику (ведущему). Для этого он возьмёт кусок профильной трубы и с одной стороны сделает сквозное отверстие диаметром на 8 мм.
А с другой стороны, такой вот вырез.
После установит данную заготовку, вырезом на шпильку главного ролика. И приварит её к шпильке.
После возьмёт небольшой кусок шпильки М8, установит её в отверстие и тоже приварит.
После на эту шпильку будет установлен кусок металлопластиковой трубы с шайбой и гайкой.

Автор планирует сделать боковые ролики регулируемыми. И для этого он приварит несколько кусков шпильки М8 к швеллеру.
Такой вот трубогиб, получился у нашего героя сегодня.
Для регулировки, достаточно, просто переставить ролик в ближнюю или дальнюю пару шпилек.
Но перед тем, как испытать данную самоделку, автор сделает ещё одну не большую доработку. Доработка заключается в том, чтобы добиться, идеальной соосности ведомого ролика. Так как трубогиб изготавливался без применения токарного оборудования. По подшипникам вопросов нет, а вот на главном ролике могло привариться что-то не ровно. И по этому, автор взял деревянный брусок и прикрепил к нему наждачную бумагу крупной фракции. Установил его в трубогиб, (предварительно сняв боковые ролики) прижал к нему главный ролик и просто крутил ручку. После такой доработки, автор получил практически идеальный результат.
Ну вот, теперь можно и тестировать самоделку.
Трубогиб работает и со своей задачей справляется хорошо.
 Автор самоделкой доволен.
Автор самоделкой доволен.Конечно же, автору, огромное спасибо за самоделку.
А на этом у меня всё. Всем спасибо и до новой встречи!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.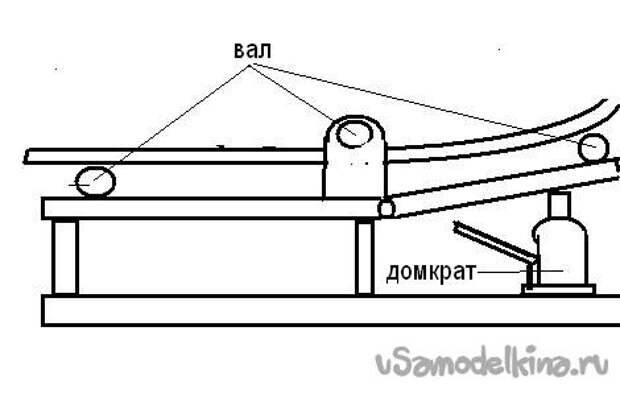
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок.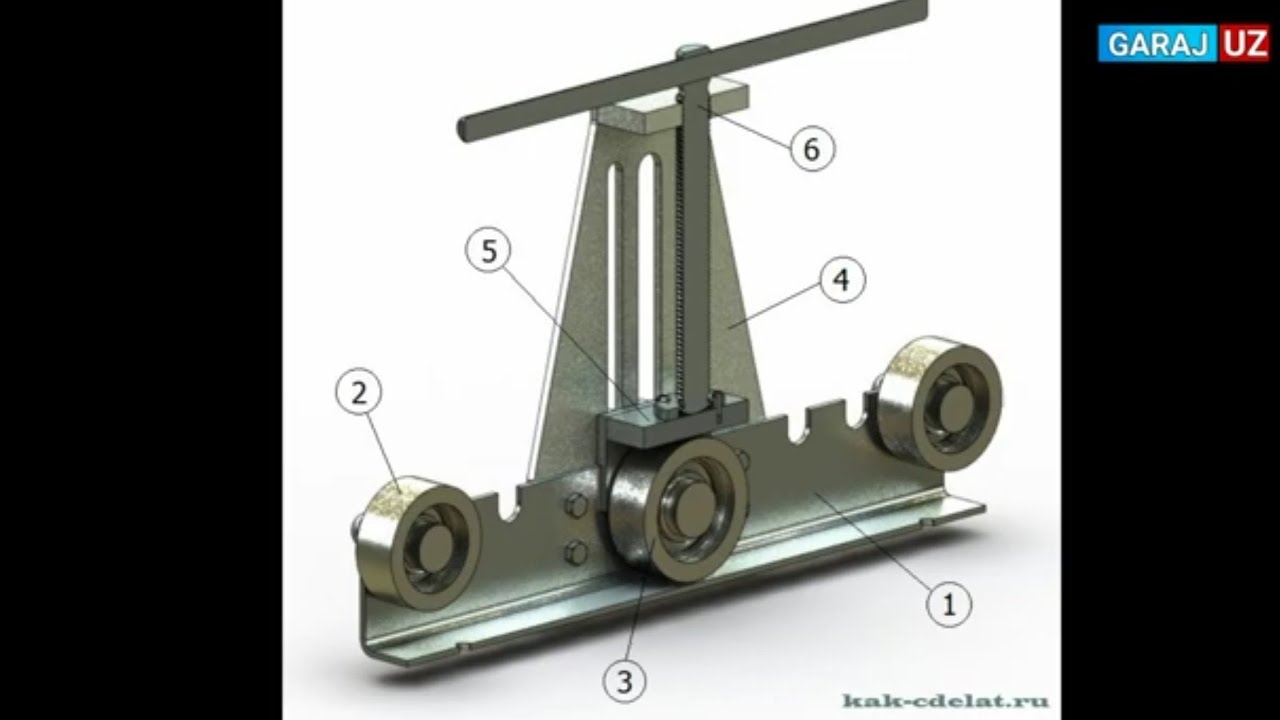 Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
 Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
 Направляющие движения верхней опорной платформы это вертикальные стойки станины.
Направляющие движения верхней опорной платформы это вертикальные стойки станины.Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.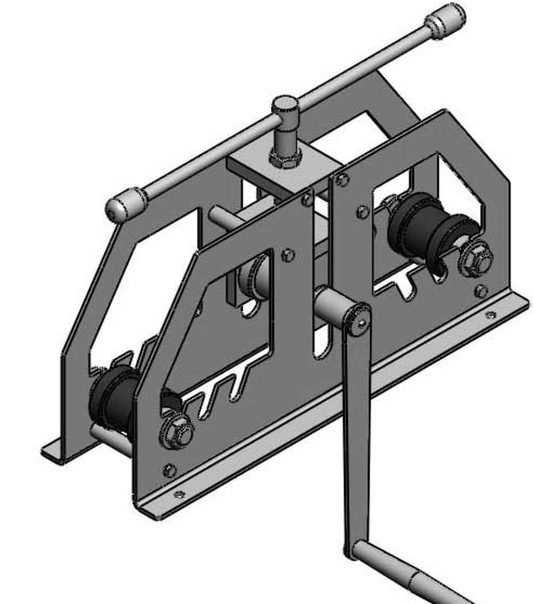
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.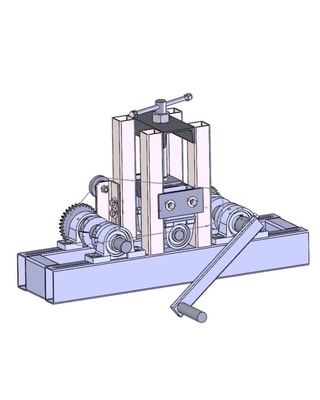
Трубогиб своими руками: чертежи самодельного трубогибочного станка
Часто бывают такие ситуации, когда при обустройстве домашнего хозяйства, например, при установке каркаса теплицы или прокладке трубопровода, отличающегося сложной конфигурацией, нужно согнуть профильные трубы.
Чтобы облегчить такую работу, домашние умельцы пользуются специальными приспособлениями заводского производства. Однако подобные изделия стоят довольно дорого, следовательно, не у каждого есть возможность их приобрести.
Поскольку создать трубогиб своими руками не составляет особого труда, то и большой суммы на его изготовление тратить не придется. Конструкция настолько проста, что не требует применения особых дефицитных деталей. Создать такое изделие можно практически в любом помещении, например, в гараже. Этот самодельный трубогиб позволяет согнуть конструкцию согласно определенному радиусу кривизны. Поверхность цилиндрического изделия не будет деформироваться, к тому же исключено возникновение заломов.
Какими бывают трубогибы
Этот инструмент является незаменимым помощником, когда нужно установить теплицу, в которой каркас состоит из большого количества труб, согнутых под разными углами. Подобные приспособления представлены в нескольких вариациях, отличающихся принципом работы.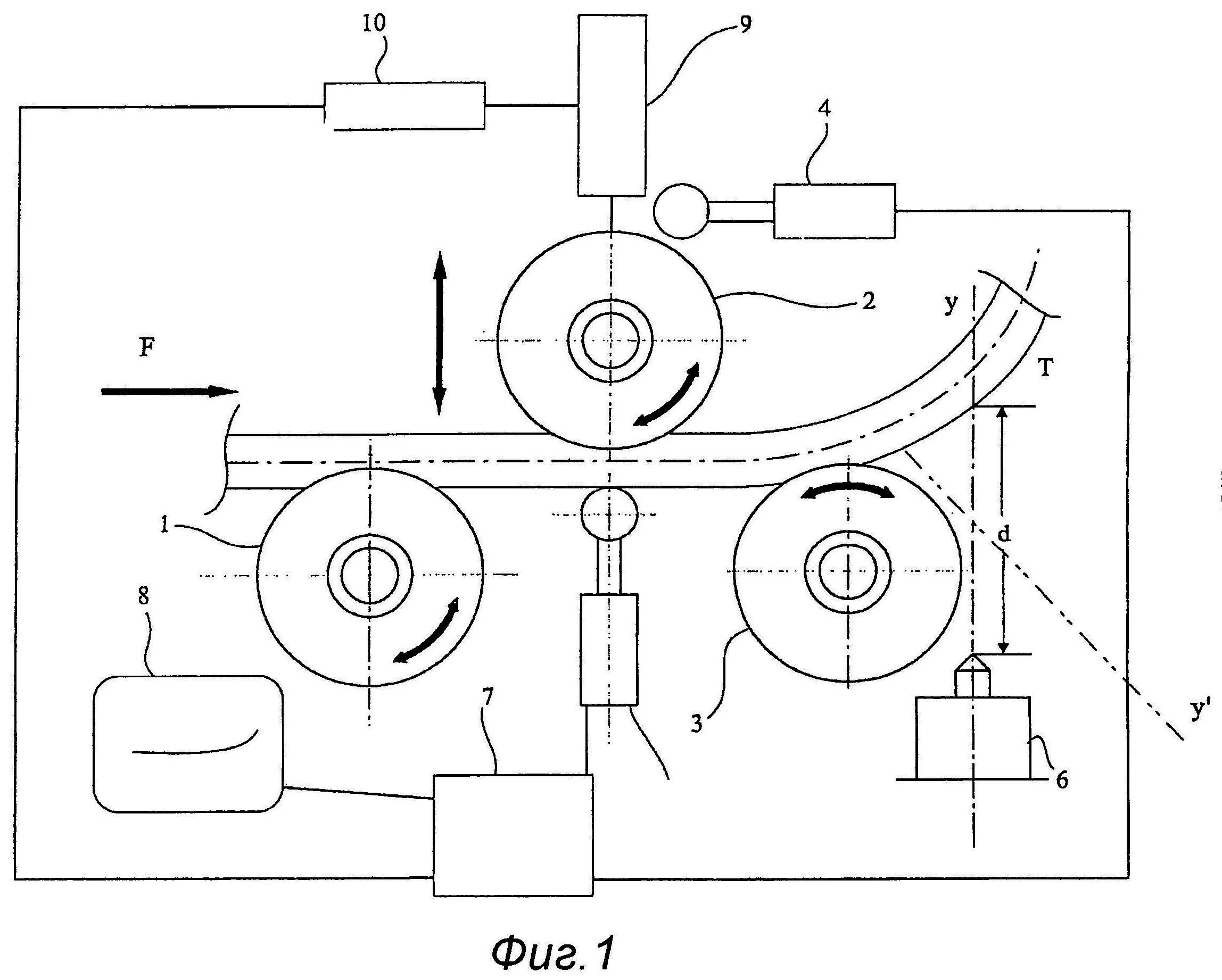
Гидравлические устройства предназначены для изменения направления отвода, сечение которого может быть:
- квадратным;
- прямоугольным;
- без отверстий.
Пользуясь таким инструментом, необходимо помнить об одном существенном недостатке. При сгибании трубы изделие испытывает сильное давление, начинает изменяться значение внутреннего радиуса. Для водосточных конструкций подобные модификации являются недопустимыми.
Принцип работы пневматического приспособления отличается от гидравлического аналога. В состав изделия входят центр и трубка. Горячий воздух начинает двигаться по цилиндрической конструкции. Высокая температура позволяет согнуть практически любое изделие в определенном направлении. Во время работы можно быть уверенным в том, что деталь не сломается.
Электрические инструменты известны как прочные устройства, выполняющие различные функции.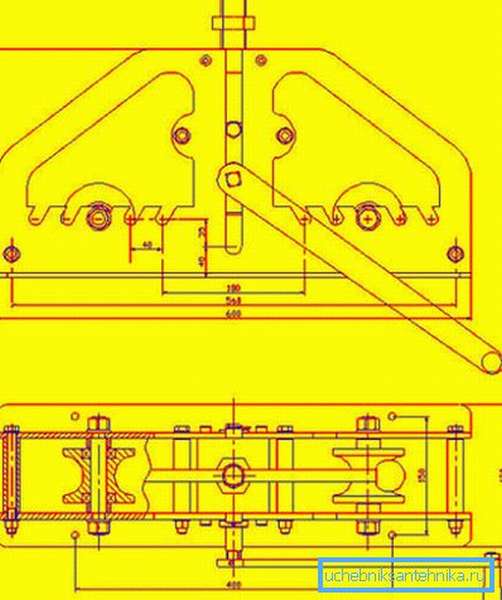 В основном они используются для работы с арматурой, причем совершенно неважно, какой она формы, а также для гибки труб разного диаметра.
В основном они используются для работы с арматурой, причем совершенно неважно, какой она формы, а также для гибки труб разного диаметра.
Система оборудована электрическим приводом, функционирующим в автоматическом режиме. Главным достоинством этого устройства считается точность выполняемой работы. На таком станке можно гнуть трубы, изготовленные из различных материалов:
- металлопластика;
- стали;
- меди;
- алюминия.
В зависимости от принципа работы трубогибы бывают:
- арбалетными;
- сегментными;
- пружинными.
Когда говорят о сегментном устройстве, подразумевается растяжение труб вокруг определенного участка. В основном такая система используется для работы с цилиндрическими изделиями небольшого диаметра и тонкой стенкой. Пружинные конструкции функционируют благодаря установленной пружине. Она может натягиваться, одновременно изменяя форму под большим давлением.
Самыми распространенными приспособлениями считаются станки, оснащенные арбалетной системой. В таком аппарате имеется специальная насадка, диаметр которой может изменяться согласно требуемым условиям. Ключевую роль играет размер цилиндрического изделия. Таким приспособлением выполняется холодная обработка различных стальных деталей круглой формы.
В таком аппарате имеется специальная насадка, диаметр которой может изменяться согласно требуемым условиям. Ключевую роль играет размер цилиндрического изделия. Таким приспособлением выполняется холодная обработка различных стальных деталей круглой формы.
Трубогиб-улитка пользуется большой популярностью при гибке кованых изделий. Устройство помогает согнуть детали и получить маленькие диаметры.
Из каждого вида можно собрать самодельный трубогиб. Главное – понимать схему работы.
Роликовые системы
Этот модифицированный аппарат может быть оборудован прижимными колесиками, изготовленными из металла или полиуретана. При работе с мягким материалом возможно применение деревянных деталей.
Расстояние между роликами влияет на характеристику системы. При большом промежутке во время сгибания уменьшается давление на деталь. К недостаткам такой конструкции можно отнести образование минимального радиуса, поэтому определенная часть изделия не может быть согнута.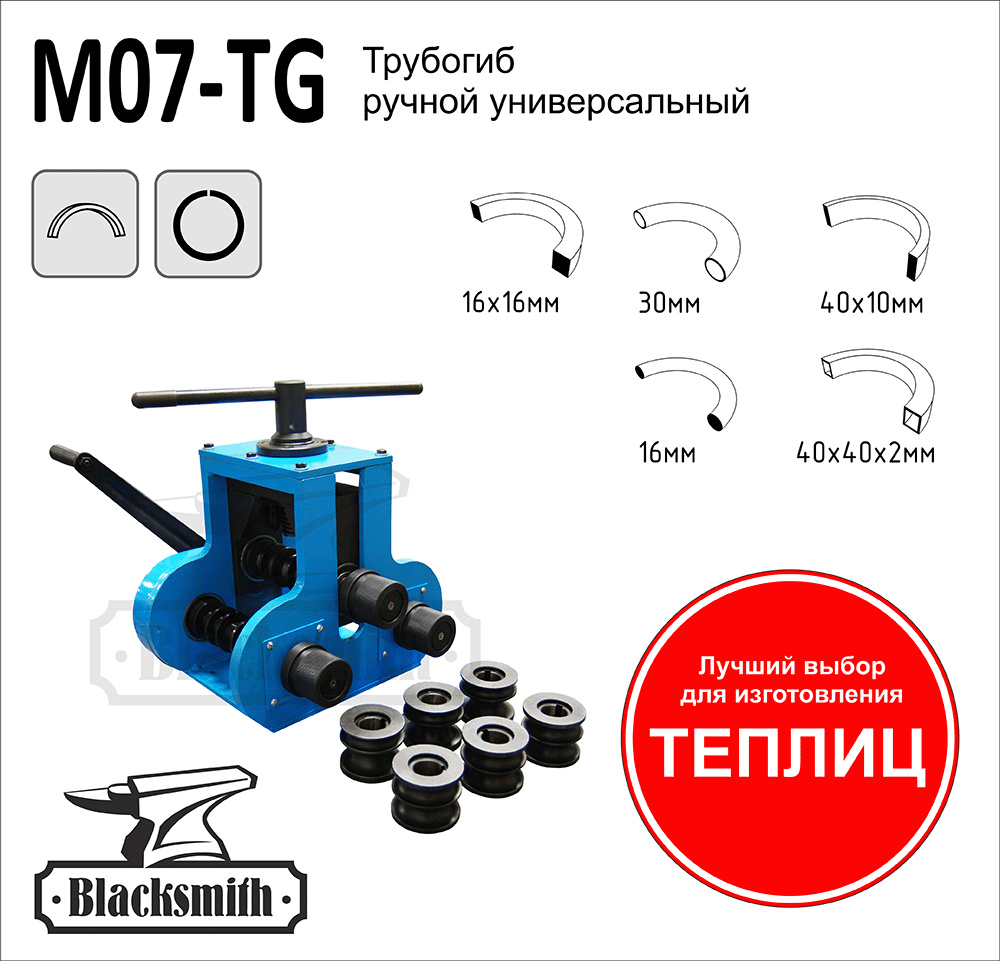
Самодельные ролики заменяются шарикоподшипниками. Причем прижимной элемент нужно обязательно заклинить, чтобы сборочный узел не начал прокручиваться.
Чтобы самодельный трубогиб можно было использовать для придания определенной формы профильной конструкции, его требуется модернизировать. При разработке чертежей необходимо предусмотреть установку боковых роликов в различных позициях. С двух сторон нужно зафиксировать металлические планки. Их основной функцией будет удержание заготовки в перпендикулярном состоянии относительно роликовых осей.
Колесики крепятся специальным винтом. Плавно затягивая роликовую систему, сгибаемая труба проходит через приспособление. После поворота фиксатора на определенный градус выполняется прогон цилиндрического изделия.
Пример создания такого устройства
Прежде чем начать производственный процесс, необходимо ознакомиться с приведенными ниже фотографиями и чертежами.
Самой важной деталью изделия считается ось. Если быть точнее, речь идет о подгонке и выборе конструкции вала. При необходимости прижимной винт можно заменить домкратом.
Если быть точнее, речь идет о подгонке и выборе конструкции вала. При необходимости прижимной винт можно заменить домкратом.
Технология изготовления трубогиба своими руками выглядит следующим образом:
- Покупаются подшипники. Оптимальным вариантом являются опорные модели, способные самоцентрироваться.
- Приобретаются две шестеренки.
- Согласно чертежам на токарном станке вытачиваются нужные валы.
- Если зубчатые колеса соответствуют конструкции, они сажаются на шпонку.
- Стопорная резьба нарезается в ограничителе.
- В кольце делаются несколько отверстий.
- Для металлической продолговатой детали выполняются специальные пазы.
- Аналогичные операции проводятся с узлом, фиксирующим подшипники.
- Для удобства монтажа полку швеллера для домкрата разрешается отпилить.
- Сваривается основа прибора.
- Крепятся ножки с использованием специального аппарата.
- Монтируется прижимной валик.
- Затягивается контргайка.
- На пружину вешается основа. Верхний упор нужно прикрутить болтами. При необходимости вал можно будет легко демонтировать.
- Внизу устанавливаются опорные валики.
- Для выполнения натяжения цепи изготавливается специальное приспособление. Для этого удобно использовать магнитный уголок.
- Фиксируются звездочки.
- Монтируются шпонки и натяжитель.
- Устанавливается вращательная рукоятка.
- Домкрат крепится на площадке двумя приваренными болтами.

Такой самодельный инструмент является незаменимым элементом в быту. Необходимо отметить, что качество сгиба ничем не уступает заводскому приспособлению.
Чтобы изделие приобрело товарный вид и было защищено от коррозии, его нужно покрыть краской или обработать специальным раствором.
Как из домкрата сделать трубогиб
Изготовить из домкрата трубогиб не просто, но возможно. Силовые способности полученного приспособления огромны. Сначала варится прочный каркас. Для создания многофункционального инструмента можно одновременно использовать гидравлический пресс и трубогиб.
Для изготовления конструкции разрешается применять любой домкрат (5-12 т). Нужно постараться сделать один общий инструмент, чтобы не разбирать его для транспортировки в багажнике автомобиля.
Такие большие нагрузки требуют надежной фиксации гидравлики к станине, чтобы исключить разборку крепления каждый раз после окончания работы.
Подходящий домкрат можно найти на автобазе, которая давно закрылась, или на авторазборке.
Пуансон изготавливается из старого шкива или толстой трубы, согнутой своими руками. Количество таких деталей ничем не ограничивается. Все зависит от диаметра заготовок, которые будут обрабатываться.
С каждого края станины крепится ось, на которую устанавливаются ролики. На них опирается трубная заготовка. Домкрат давит на пуансон, который направлен в центр детали. В результате цилиндрическое изделие начинает плавно изгибаться.
Как работает гидравлический трубогиб
Такая система функционирует по принципу домкрата. Максимальное давление, получаемое на штоке, находится в пределах 8-20 т. Создаваемое усилие напрямую зависит от нескольких параметров:
Максимальное давление, получаемое на штоке, находится в пределах 8-20 т. Создаваемое усилие напрямую зависит от нескольких параметров:
- угла сгиба;
- жесткости материала;
- диаметра трубы.
В основном угол сгиба находится в пределах 90-220 градусов.
Самыми удобными считаются ручные трубогибы рычажного типа. Максимальный угол, на который они могут согнуть трубу, достигает 180 градусов.
Данное оборудование, относящееся к обжимному типу, позволяет свести к минимуму возможную деформацию обрабатываемого изделия. Аналогичный принцип применяется в электрических системах, когда необходимо согнуть деталь большого диаметра.
Похожие статьи:
Трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
 Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.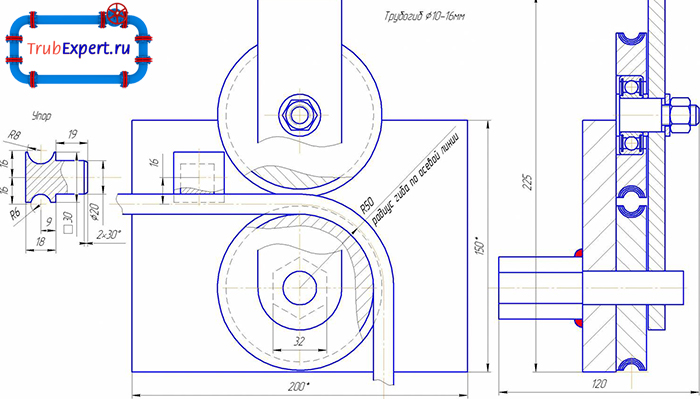
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
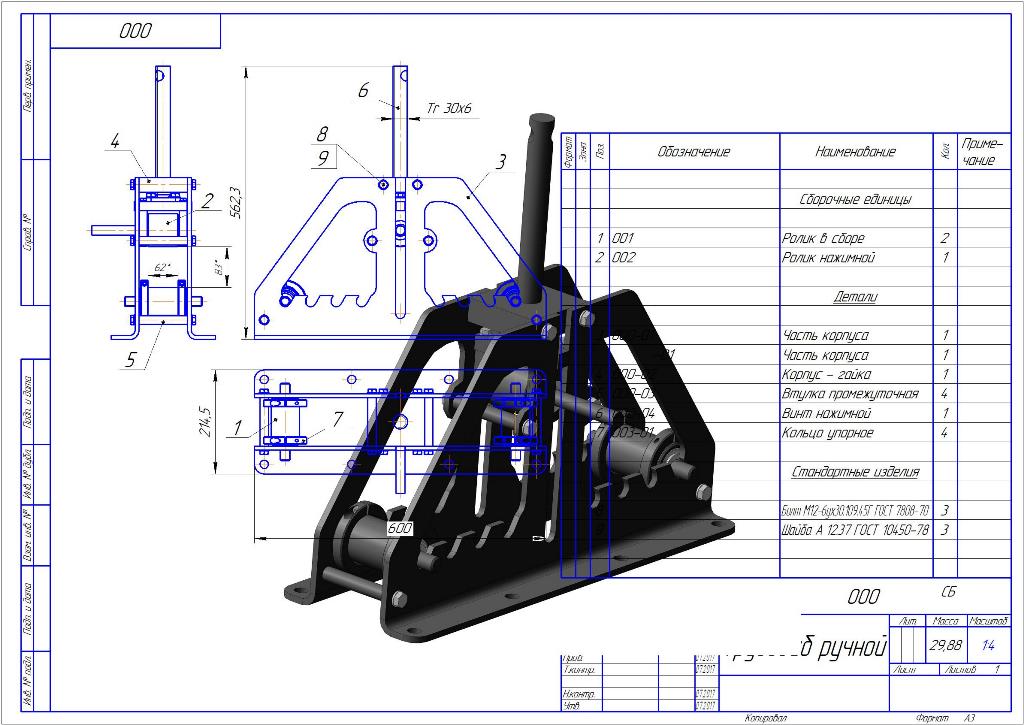
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.

Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда.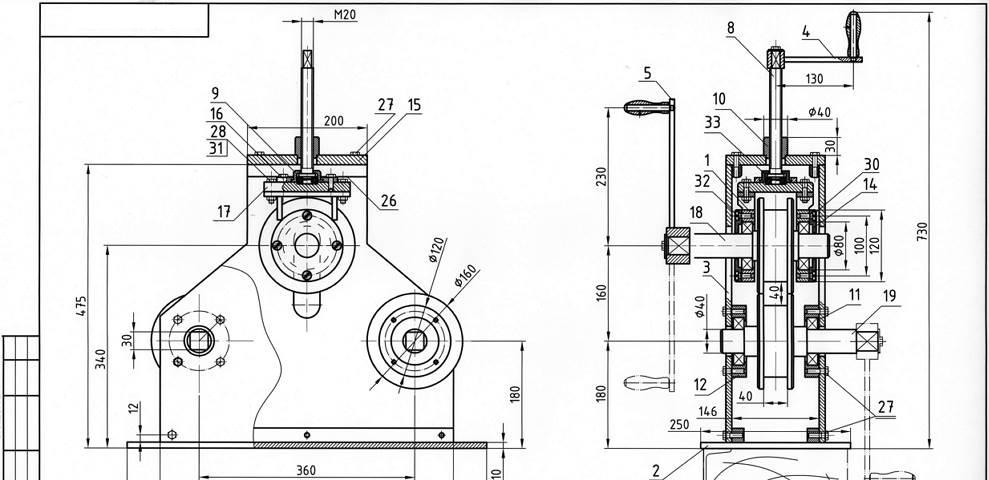 Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.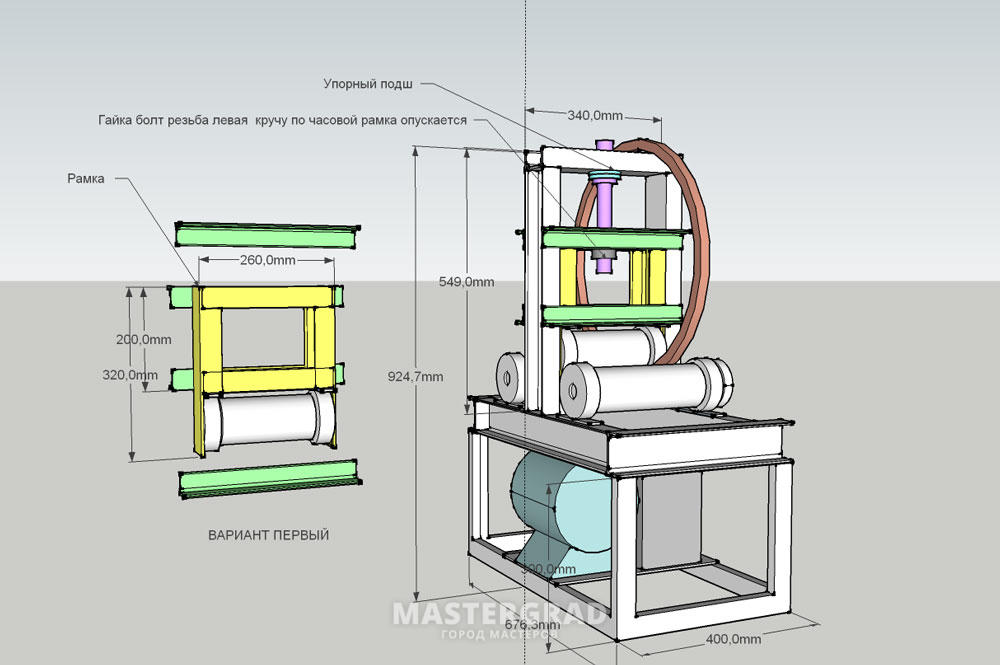
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол.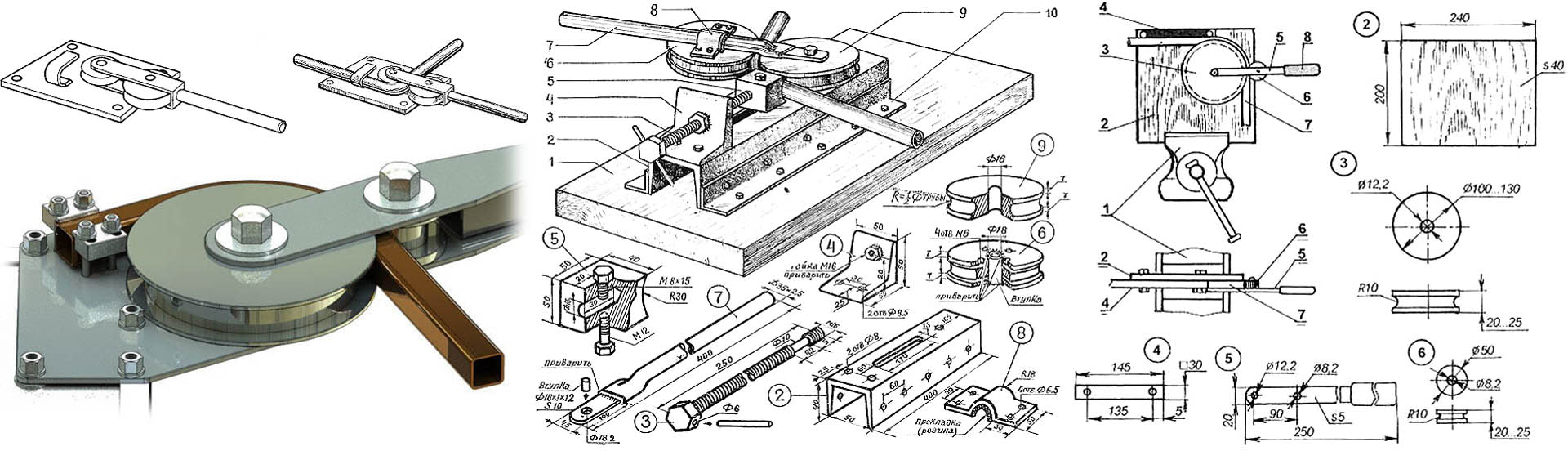 От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл.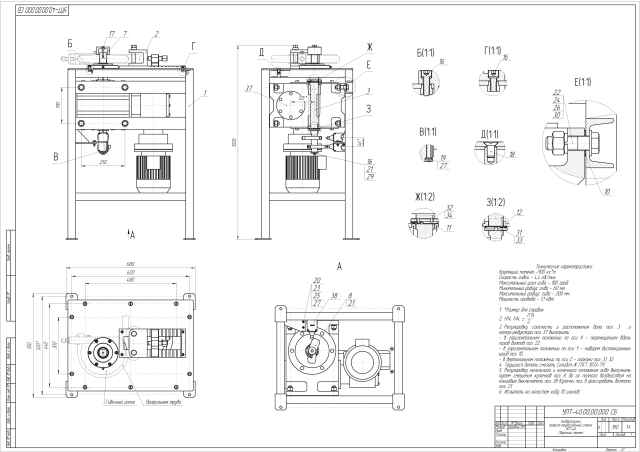 Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
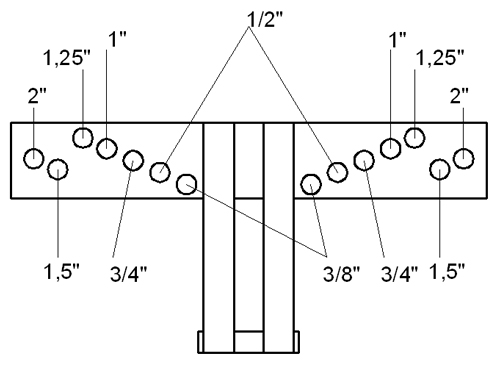
(EMT Bender) Инструкции по изгибу кабелепровода — ссылки на электрические компоненты
Точные заглушки
Как сделать изгиб на 90 ° с помощью EMT,также называется заглушкой или точной заглушкой.
Что нужно знать:
Взять : количество трубопровода, которое нужно согнуть.
Высота отвода вверх : расстояние от конца трубы до низа изгиба 90 °.
2. В этом примере будет использоваться труба 1/2 дюйма, поэтому вычтите 5 дюймов из высоты смещения.
3. Отметьте трубу на высоте 5 дюймов (сделайте отметку по всей длине трубы так, чтобы она была видна, когда он находится в трубогибе).
4. Поместите трубогиб на землю с ручкой внутрь воздух.
5. Вставьте трубу в трубогиб, совместив метку с точкой B на гибочной машине. На загибе может быть стрелка или звезда, указывающие, что отметка, которая должна совпадать с точкой B на заглушке, должна находиться справа от точки B (Рисунок 2).
6. Поставьте лапку на задний конец трубы.
7. Поставьте другую ногу на заднюю часть гибочного станка.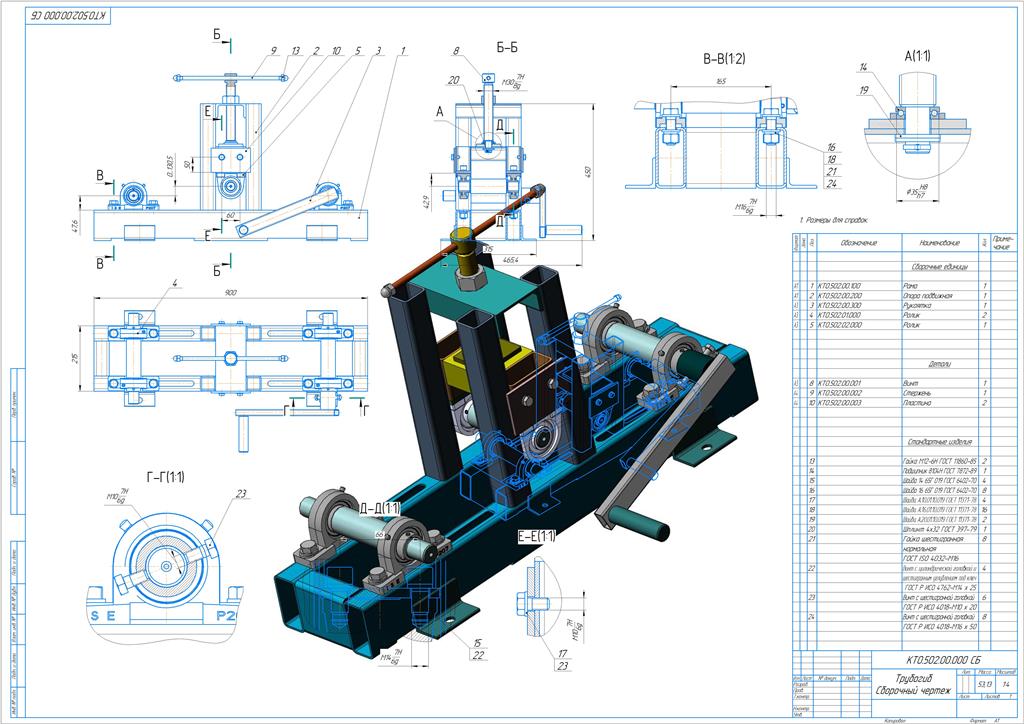
8. Потяните за ручку, пока не добьетесь изгиба на 90 °. Рукоятка должна располагаться под углом примерно 30 ° от пола. Возможно, вам придется использовать тяжелые ступни. (Рисунок 3)
С трубкой 3/4 дюйма, допуск 6 дюймов
С трубкой 1 дюйм допускает приемку 8 дюймов
Коробка офсетная
1.Сначала отметьте 2 1/2 дюйма от конца трубы.
2. Вторая отметка 2 «от первой отметки.
3. Поставьте трубогиб на ручку вверх дном, протяните трубу через трубогиб и совместите первую отметку со стрелкой на нем.
4. Поставьте ногу на пол, удерживая конец изгиба пальцами ног.
5. Закрепите трубу под плечом, затем согните трубу на 10 ° вниз.
6. Сдвиньте трубу вниз до второй отметки стрелки и поверните трубу на 180 ° вверх дном, согните трубу обратно на угол 10 °.
Истинное смещение
Совместите стрелку с обеих сторон крючка с направляющей и изогните трубку на 45 °.
Переверните трубу в гибочном устройстве и отрегулируйте так, чтобы X совпадали с дюймовой меткой на гибочном устройстве, соответствующей желаемой глубине смещения.
Совместите направляющую с противоположной стрелкой и сделайте второй изгиб на 45 °. Истинное смещение в той же плоскости будет между X и Y .
Изгибы спина к спине
Изогните заглушку размером X с направлением по центру любой стрелки, расположенной сбоку от крючка.Измерьте расстояния от X до Y на трубке.Обратный гибочный станок и установите A на трубогиб на Y . Совместите направляющую линию со стрелкой, противоположной той, которая использовалась при изготовлении первой заглушки, и сделайте второй изгиб.
Седло-изгибы
M — Средняя точка или центр готового седельного изгиба
X — Двойной диаметр круглого предмета из C
Y — Двойной диаметр круглого предмета из C
Седло-изгиб, шаг 1
Поместите трубку в трубогиб так, чтобы «M» на трубке совпадала с выемкой на изгибе, и изогните под 45 °. (Изгиб 45 ° достигается, когда ручка гибочного станка расположена под прямым углом к трубе.)
(Изгиб 45 ° достигается, когда ручка гибочного станка расположена под прямым углом к трубе.) Седло-изгиб, шаг 2
Переверните трубку в трубогиб и поместите B на трубогиб с шагом X . Сделайте возвратный изгиб 22 1/2 °. Дублируйте процедуру, поместив B на трубогиб на Y и завершив седло, сделав еще один изгиб на 22 1/2 °.Законченный сгиб аккуратно сгибает седло вокруг объекта.
Правильное совмещение направляющей линии со стрелками на крюке сгибателя приведет к тому, что седло будет находиться на прямой линии.Для выпрямления
Поместите ручку трубогиба на заглушку или кусок трубы, который может поместиться внутри, и прижмите ее к полу одним полным движением.Чертежи трубогибов Скачать бесплатно для Windows
19
DRAWstitch LTD. 121 Условно-бесплатное ПО
121 Условно-бесплатное ПО
DRAWings — это программа, которая позволяет вам выполнять вышивки на вашем ПК.
MiTek Australia Ltd. 19 Бесплатное ПО
PosiStruts — идеальное решение для полов и кровли.
Google 15 Бесплатное ПО
Выбирайте из множества форм для создания диаграмм и диаграмм.
7 Daxesoft Ltd.3,565 Условно-бесплатное ПО
Проектируйте и анализируйте сложные трубопроводные сети с помощью компьютера.
Envisage UK Ltd 8 Бесплатное ПО
Позволяет пользователю создать 3D участок трубопровода на основе данных точек и изгиба.
4 Zeataline Projects Limited 69 Условно-бесплатное ПО
Pipe Support Pro — это полная система конструкции и нумерации опор для труб.
34 График гибки 2 Условно-бесплатное ПО
Программа изгиба стержней в Microsoft Excel — это программное обеспечение для гражданского строительства.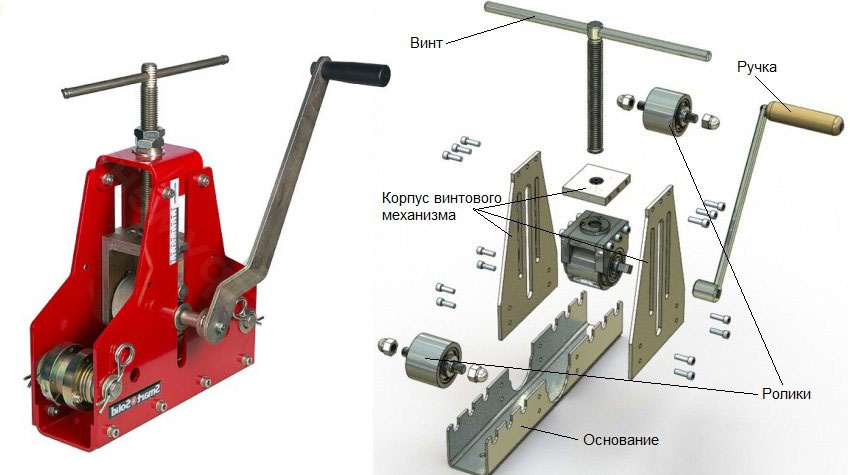
2 AEC Logic 98 Условно-бесплатное ПО
Вы можете проектировать и планировать конструкции поперечного дренажа трубного типа.
Центр вычислительных технологий 14 Бесплатное ПО
Автоматически вытягивает фланец в соответствии с указанным номинальным размером трубы.
Дивизион-М 6 Бесплатное ПО
КлиентDrive Bender может выполнять удаленное управление пулом Drive Bender.
2 PipeFlow.co.uk 1,760 Условно-бесплатное ПО
Pipe Flow Wizard помогает рассчитать падение давления в трубе и расход.
3 Милан Диджитал Аудио ООО 351 Условно-бесплатное ПО
Комплексная программа моделирования органа и формирования звука для каждой трубы.
2 Elite Software Development, Inc. 116 Условно-бесплатное ПО
S-Pipe рассчитывает оптимальные размеры труб для горячей и холодной воды.
Системы для создания моделей 158 Условно-бесплатное ПО
Длинные участки для проектирования трубопроводов можно создавать с помощью Pipe Maker.
1 Программное обеспечение EZ Pipe 64 Условно-бесплатное ПО
С помощью программного обеспечения EZ Pipe вы можете напечатать нестандартные образцы труб примерно за 5 минут.
Эзин Хобеки 20 Демо
Приложение для проектирования труб; входы — это спецификация двигателя, а выходы — размеры трубы.
3 flowmeterdirectory.com 76 Бесплатное ПО
Свойства трубы помогают рассчитать свойства для различных типов труб.
1 Профессиональные оценочные системы 49 Условно-бесплатное ПО
Pipe-Pro — это полная программа для оценки труб для пользователей Windows.
ООО «Темплагеникс» 69 Условно-бесплатное ПО
Позволяет печатать шаблоны для резки труб для различных соединений труб.
ТРУБОГИБНАЯ МАШИНА.pdf — Скачать PDF
бесплатно Скачать ТРУБОГИБНАЯ МАШИНА.pdf …
Отчет по проектуТРУБОГИБОВАЯ МАШИНА Представлен при частичном выполнении требований для присуждения степени
БАКАЛАВР ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ (1) МАЯТЕТ КУМАР (43) (2) MD.ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССАН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор
ОТДЕЛЕНИЕ МАШИНОСТРОЕНИЯ ФАКУЛЬТЕТ ИНЖЕНЕРИИ И ТЕХНОЛОГИИ ГУРУКУЛЬСКИЙ УНИВЕРСИТЕТ КАНГРИ, ХАРИДВАР, УТТАРАХАНД, НОЯБРЬ 2014.
СЕРТИФИКАТ
Это удостоверяет, что проектный отчет NASFIRENDDA, озаглавленный «АНТИФИКАТ МАШИНЫ», под названием «ТРУБА. ХОДА, МОХАММАД ХАССАН и МАЯТЕТ КУМАР в частичном выполнении требований для присуждения степени бакалавра технологий в области машиностроения на инженерно-технологическом факультете Университета Гурукула Кангри, Уттаракханд, является рекордом добросовестной работы, выполненной ими под руководством и надзор. Результаты, воплощенные в этом проекте, не были представлены в какой-либо другой университет или институт для присуждения какой-либо степени или диплома.
Результаты, воплощенные в этом проекте, не были представлены в какой-либо другой университет или институт для присуждения какой-либо степени или диплома.
Г-н Санджив Кумар Ламба
Г-н Амит Мина
HOD, Машиностроение
Асс. Профессор машиностроения
GKV, Харидвар
GKV, Харидвар.
ПОДТВЕРЖДЕНИЕ
Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку практического опыта в форме проектной работы.Есть много людей, которые помогли нам успешно завершить наш проект. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого. Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану, доктору Р.Д. КАУШИКу за создание благоприятной атмосферы для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХЕ, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Выражаем благодарность господину А.AMIT MEENA, которая руководила и поддерживала нас в завершении проекта.
Выражаем благодарность господину А.AMIT MEENA, которая руководила и поддерживала нас в завершении проекта.
Ноябрь 2014 г.
MD. Фирдаус Ансари Насимул Хода Маяит Кумар Мохаммад Хасан
РЕЗЮМЕ Машиностроение без производства и производства бессмысленно. Производственный и производственный процесс связан с преобразованием входящего сырья в готовую продукцию в соответствии с требуемыми размерами, спецификациями и эффективным использованием новейших технологий. Новые разработки и требования вдохновили нас на размышления о новых улучшениях в области производства.В нашем проекте трубогибочная машина различных диаметров труб изгибается с помощью этой машины, и получаются различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д. Она широко используется в различных промышленных операциях, таких как сгибание трубы до Сделайте катушку или листовой металл, чтобы придать определенную форму, например, форму буквы «V».
СОДЕРЖАНИЕ Содержание
Номер страницы
Список рисунков …………………………………………………………………. ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… ……… ……… 1 1.1 Обзор …………………………………………………………………… …… .1 1.2 Потребность в трубогибочном станке ……… …………………………………………… .1 ГЛАВА 2 …………………………………………………………………………… 2 ВИДА ГИБКИРОВКИ …………………………………………………… .2 2.1 Гибка труб ………………………………………………… ………………… … 2 2.2 Гибка окружностей ……………………………………………………………………… .2 2.3 Гибка каналов ………… ………………………………………………………… .3 2.4 Изгиб квадрата …………………………………………………………… ………… 4 ГЛАВА 3 ………………………………………………………………………… .5 КОНСТРУКЦИЯ И СПЕЦИФИКАЦИЯ ГИБОЧНОГО СТАНКА ……………… ……… ..5 2.1 Конструкция ……………………………………………………………………………..5 2.2 Спецификация …………………………………………………………………………… 5 ГЛАВА 4 ……………………………………… …………………………………… ..6 РАБОТА ……………………………………………………………………………… 6 ГЛАВА 5 …………………………………………………………………………… … 7 РАСЧЕТ ……………………………………… ……………………………… … 7 ГЛАВА 6 ……………………………………………………………………………… 8 ПРИМЕНЕНИЕ И ПРЕИМУЩЕСТВА ………………………………………………… 8 6.1 Применение ……………………………………………………………………… …… ….. 8 6.2 Преимущества ………………………………………………………………………… . 9 ГЛАВА 7 ………………… ………………………………………………………… .10 ЗАКЛЮЧЕНИЕ ……………………………………………………………… …………… 10 ГЛАВА 8 …………………………………………………………………………….11 ОБЛАСТЬ БУДУЩЕГО ………………………………………………………………… ……… 11 СПРАВОЧНАЯ ИНФОРМАЦИЯ ………………………… ………………………………………………… … 12
9 ГЛАВА 7 ………………… ………………………………………………………… .10 ЗАКЛЮЧЕНИЕ ……………………………………………………………… …………… 10 ГЛАВА 8 …………………………………………………………………………….11 ОБЛАСТЬ БУДУЩЕГО ………………………………………………………………… ……… 11 СПРАВОЧНАЯ ИНФОРМАЦИЯ ………………………… ………………………………………………… … 12
Список рисунков Рис.
Название фигуры
Номер страницы
2,1
Гибка труб
2
2.2
Операция гибки труб
2
2.3
Гибка окружностей
3
2,4
Гибка каналов
2,5
Квадратная гибка
4
4
Станок для гибки труб
6
II
ГЛАВА 1 ВВЕДЕНИЕ Гибка — это производственный процесс, при котором получают V-образную, U-образную или форму канала вдоль прямая ось в пластичных материалах, чаще всего в листовом металле.Обычно используемое оборудование включает в себя коробчатые и поворотные тормоза, тормозные прессы и другие специализированные машинные прессы. 1.1 Обзор Гибка — это процесс гибки металла. Металлом может быть листовой металл, трубы, полый квадрат, пруток и железный уголок. Этот вид металла имеет собственную толщину. При проектировании гибочного станка принимается во внимание несколько факторов, включая тип металла, тип роликового станка, механический или ручной, а также размер гибочного станка. Обычно разница между этими типами гибочных станков заключается только в мощности гибочного станка, который может сгибать листовой металл или трубу.Сегодня на рынке доступны гибочные машины для листового металла и трубогибочные машины. Многие производители станков варьируют свою продукцию в зависимости от мощности гибочного станка, механического или ручного привода. Кроме того, в большинстве станков используется валковая гибка. Этот тип машины имеет 3 рулона, из которых 1 рулон закреплен, а 2 других регулируются. Листовой металл нужно положить в ролик, а затем катать по нему, пока не приобретет желаемую форму. Продукция, которую можно производить на этой машине: бухта, усеченный конус и т.
Металлом может быть листовой металл, трубы, полый квадрат, пруток и железный уголок. Этот вид металла имеет собственную толщину. При проектировании гибочного станка принимается во внимание несколько факторов, включая тип металла, тип роликового станка, механический или ручной, а также размер гибочного станка. Обычно разница между этими типами гибочных станков заключается только в мощности гибочного станка, который может сгибать листовой металл или трубу.Сегодня на рынке доступны гибочные машины для листового металла и трубогибочные машины. Многие производители станков варьируют свою продукцию в зависимости от мощности гибочного станка, механического или ручного привода. Кроме того, в большинстве станков используется валковая гибка. Этот тип машины имеет 3 рулона, из которых 1 рулон закреплен, а 2 других регулируются. Листовой металл нужно положить в ролик, а затем катать по нему, пока не приобретет желаемую форму. Продукция, которую можно производить на этой машине: бухта, усеченный конус и т. Д.1.2 Потребность в трубогибочном станке Поскольку мы знаем, что трубные гибы используются в различных домашних вещах, необходимо построить экономичный трубогибочный станок. Он также используется при конструировании различных компонентов машин, без этого гибочного устройства машина не может нормально работать. Что касается промышленного применения, он используется для трубопроводов. Причина разработки гибочного станка заключается в том, что нет подходящего гибочного станка для гибки сплошных или полых труб в небольших масштабах. Гибочные станки, представленные на рынке, бывают самых разных типов.Есть гибочные машины, такие как листогибочные машины, вальцегибочные машины и фальцевальные машины.
Д.1.2 Потребность в трубогибочном станке Поскольку мы знаем, что трубные гибы используются в различных домашних вещах, необходимо построить экономичный трубогибочный станок. Он также используется при конструировании различных компонентов машин, без этого гибочного устройства машина не может нормально работать. Что касается промышленного применения, он используется для трубопроводов. Причина разработки гибочного станка заключается в том, что нет подходящего гибочного станка для гибки сплошных или полых труб в небольших масштабах. Гибочные станки, представленные на рынке, бывают самых разных типов.Есть гибочные машины, такие как листогибочные машины, вальцегибочные машины и фальцевальные машины.
1
ГЛАВА 2 ВИДЫ ГИБОЧНЫХ МАШИН 2.1 Гибка труб Метод гибки труб с помощью формовочного ролика рекомендуется для всех больших гибов, у которых радиус центральной линии как минимум в 4 раза превышает внешний диаметр трубки. Он также может успешно применяться для гибки труб или толстостенных труб до меньшего радиуса и является наиболее практичным методом гибки труб очень малого диаметра.
Рис. 2.1 Изгиб трубы. Формовочный ролик и радиальная муфта должны иметь канавки, чтобы точно соответствовать трубе, и труба не должна скользить во время операции гибки, так как даже небольшое скольжение вызовет деформацию.
Рис. 2.2 Операция по гибке труб. 2
2.2 Изгибание окружности: Эта операция в некоторой степени связана с тем фактом, что большинство материалов «возвращаются назад» после того, как они были сформированы. Чтобы компенсировать это, часто необходимо использовать радиальное кольцо, имеющее меньший диаметр, чем диаметр требуемой окружности.Реальный размер
Трубогибы | Инструмент для гибки стальных труб
Трубогибы | Инструмент для гибки стальных труб | Компоненты RSТрубогибы
Трубогибы обычно используются в сантехнике для гибки и формовки различных труб, что делает их пригодными для широкого спектра применений и мест установки. Трубогибы бывают разных размеров для определенных размеров труб и материалов, таких как медь и сталь. Не все трубогибы подходят для всех труб, поэтому важно знать, что внешний диаметр (мм или дюйм) трубы, с которой вы работаете, является ключевым при покупке или использовании трубогиба.
Не все трубогибы подходят для всех труб, поэтому важно знать, что внешний диаметр (мм или дюйм) трубы, с которой вы работаете, является ключевым при покупке или использовании трубогиба.
Как работают трубогибы?
Трубогибы обычно имеют две ручки, которые управляют направляющей над первой, также известной как башмак. В зависимости от размера изгибаемой трубы, использование более длинных рукояток потребует от пользователя меньшего усилия для получения чистого изгиба. Некоторые трубогибы поставляются со сменными башмаками для работы с трубами разных размеров, тогда как другие представляют собой стационарные гибочные машины для труб определенного размера.
При гибке труб и трубок необходимо установить правильный башмак размер изгибаемой трубы обеспечит чистый и плавный изгиб и предотвратит обжатие трубы и ее повреждение.Некоторые трубогибы сконструированы с учетом конкретного материала, такого как медь, и многие из них также совместимы с настольными тисками, когда требуется гибка в более тяжелых условиях.
Ищете ли вы Для гибочного станка, подходящего для труб 4,75 мм, труб 25 мм или где-то между ними, RS Components предлагает вам широкий выбор высококачественных и надежных трубогибов, которые мы предлагаем.
Наш веб-сайт использует файлы cookie и аналогичные технологии, чтобы предоставить вам лучший сервис при поиске или размещении заказа, в аналитических целях и для персонализации нашей рекламы для вас.Вы можете изменить настройки файлов cookie, прочитав нашу политику использования файлов cookie. В противном случае мы будем считать, что вы согласны с использованием файлов cookie.Хорошо, понимаю
Товаров с меткой «Трубогиб»
Мини трубогиб по Redsalamander 26 августа 2015 г. 73
134
0
Набор для гибки труб
автор: OutcastZeroOne
9 янв.2019 г.
57
62
11
Держатель для гибки труб 180 °
автор: arshan2998
22 декабря 2014 г.
73
134
0
Набор для гибки труб
автор: OutcastZeroOne
9 янв.2019 г.
57
62
11
Держатель для гибки труб 180 °
автор: arshan2998
22 декабря 2014 г. 24
38
0
Трубогиб ОВКВ
по Wrohbeye
1 июля 2018 г.
10
16
2
remix berd трубогиб
по Warham
8 июля 2018 г.
24
38
0
Трубогиб ОВКВ
по Wrohbeye
1 июля 2018 г.
10
16
2
remix berd трубогиб
по Warham
8 июля 2018 г. 6
15
4
Утеряны плашки трубогиба PLA
по stmorgan
13 июля 2018 г.
5
6
0
Трубогиб Greenlee V 3.
6
15
4
Утеряны плашки трубогиба PLA
по stmorgan
13 июля 2018 г.
5
6
0
Трубогиб Greenlee V 3. 0
по red913
18 декабря 2020 г.
1
3
0
Thingiverse О Thingiverse ®
Юридический
0
по red913
18 декабря 2020 г.
1
3
0
Thingiverse О Thingiverse ®
ЮридическийТрубогибы и трубогибы для круглых, трубных и квадратных диаметров
125
- Руководство по покупке подарков
- 1–99 долларов
- 100–249 долларов
- 250–499 долларов
- 500 $ и выше
- Угловые искатели и нивелиры
- Угловые искатели
- Уровни
- Транспортиры
- Трубные манометры
- Радиус и контур
- Маркеры и инструменты макета
- Сопутствующие товары
- Вальцовка и вращение валика
- Бисерные ролики
- Форма борта для трубки
- HVAC Машины
- Роторные машины
- Плашки, рулоны
- Трафареты и инструменты макета
- Сопутствующие товары
- Книги, видео и программное обеспечение
- Книги
- Видео
- Программное обеспечение
- Сопутствующие товары
- Тормоза, ножницы и ролики скольжения
- Тормоза
- Ножницы
- Настольные ножницы
- ролики скольжения и листовые ролики
- Радиусные тормоза
- Угловые насечки
- Комбинированные машины
- HVAC Машины
- Ручные / электрические инструменты
- Сопутствующие товары
- Шлифовка и полировка
- Ленточно-шлифовальные машины
- Дисковые шлифовальные машины
- Абразивные вырубные ножницы
- Ручные шлифовальные машины
- Настольные шлифовальные машины
- Буферы, полировщики
- Вибрационные машины
- Ручной инструмент для снятия заусенцев
- Станки для снятия заусенцев
- Бесцентрово-шлифовальные станки
- Сбор пыли
- Абразивные ленты и диски
- Сопутствующие товары
- Ручной инструмент
- Молотки
- Перфораторы
- Ручные шлифовальные машины
- Профилирование металла
- Сварочные зажимы, плоскогубцы
- Ручной инструмент для снятия заусенцев
- Ручные закаточные машины
- Механические ножницы
- ножницы
- Высечные ножницы
- Нотчеры
- Металлообработка и прессы
- Металлисты
- Листогибочные прессы
- Центробежные прессы
- Прессы с Н-образной рамой
- Прессы с С-образной рамой
- Инструменты для слесарей
- Жалюзийные прессы
- Сопутствующие товары
- Обработка металлов давлением
- английские колеса
- Молотки строгальные
- Отбойные молотки
- Формовочные станции
- Термоусадочные машины и растяжители
- Ручные инструменты
- Жалюзийные прессы
- Clecos
- Оснастка, матрицы, опорные колеса
- Сопутствующие товары
- Пробивка и сверление
- Пробивные инструменты
- сверлильные прессы
- Mag Drills
- Flowdrill
- Тиски для сверлильных станков, оснастка
- Приспособления и направляющие
- Плашки, инструменты для развальцовки
- Пробойники
- Пуансоны и матрицы
- Пробойники для переноса отверстий
- Кольцевые пилы
- Фрезы для листового металла
- Сверла, контр мойки
- Кольцевые фрезы
- Сопутствующие товары
- Пиление
- Холодные пилы
- Ленточные пилы
- Циркулярные пилы TCT
- Пильные полотна
- Сопутствующие товары
- Трубы и гибка труб
- Ручные гибочные машины
- Электрогибы
- Вальцегибочные станки
- Выхлопные трубы
- Инструменты для изготовления выхлопных труб
- Плашки трубогиба
- Гидравлические компоненты
- Сопутствующие товары
- Вырубка и формовка труб
- Кольцевые пилы
- Концевые вырубные станки
- Абразивные вырубные ножницы
- Плазменные резаки
- Вырубные штампы
- Ручной инструмент для снятия заусенцев
- Станки для снятия заусенцев
- Расширитель / Swager
- Форма борта для трубки
- Бесцентрово-шлифовальные станки
- Контурные манометры Pipemaster
- Фрезы, матрицы и ремни для надрезания
- Плашки для формовки и обжима
- Сопутствующие товары
- Тиски и зажимы
- Пулевые тиски
- Торговые и коммунальные тиски
- Специальные тиски
- Тиски для сверлильных станков, оснастка
- Принадлежности для тисков
- Магнитные позиционеры
- Сварочные зажимы, плоскогубцы
- Уголок, угловые зажимы
- Зажимы для стола 5/8, аксессуары
- Перекидные зажимы
- Зажимы для сварки выхлопных газов
- Зажимы для стола 28 мм, аксессуары
- Сварка и плазменная резка
- Зажимы, магниты и приспособления
- Сварочные принадлежности
- Столы для сварки и изготовления
- Столы для приставки BuildPro
- Джиг-столы Siegmund
- Ротационные сварочные позиционеры
- Принадлежности для горелок Tig
- Плазменные системы с ЧПУ
- Инструменты для изготовления выхлопных труб
- Сопутствующие товары
- Стартовые пакеты для изготовления
- Организация магазина
- Верстаки и шкафы
- Крепления, стойки и подставки для инструментов
- Органайзеры и вешалки
- Необходимые инструменты для гаража
- Сопутствующие товары
- Trick Tools Gear
- Перчатки
- Одежда
- Головные уборы
- Сопутствующие товары
- Сортировать по брендам
- 2020 Программное обеспечение
- 3M
- 525 Отрасли промышленности
- AcuAngle
- Эндрюс Кастомс
- Зона дуги
- ArcLight Dynamics
- Аркмастер
- Инструмент для брони
- Атек
- Верстак Badass
- Baileigh Industrial
- Форма борта
- Бен Пирсон
- Гибочный пресс
- Bend-Tech
- Бесси
- Бетенбендер
- Беверли Шир
- Инструменты Big Gator
- Бойд-Построен
- BuildPro
- Burr King
- С. Повар Предприятия
- Создатель CCKL
- Карелл
- КПП
- Cleko-Loc
- Кливлендский стальной инструмент
- Коннектикут
- Covell Creative
- Даке
- Digi-Pas
- Eagle Bending
- Easy Shrink
- Экольд
- Edwards Mfg. Co
- Эллис
- Эрколина
- Evolution
- Fein
- Femi
- Сверло Flowdrill
- Fournier Enterprises
- Полнопроходное Издательство
- Gardner Bully
- Гирлянда
- GEKA
- Glo Tech Inc.
- Good Hand
- Зернистость
- HammerFab
- Хардкорные шлифовальные машины
- Hel-Hook
- HEM пила
- Hougen
- Huth
- Hyd-Mech
- Hypertherm
- Icengineworks
- Ирвин
- Джейми Джордан
- Янси Инжиниринг
- JET
- Производство JMR
- Инструменты JS
- Kalamazoo Industries
- Ланкастер
- Lazze
- LowRider
- M-D Строительные изделия
- Маркал
- Mechammer
 Повар Предприятия
Повар Предприятия