Трубогиб своими руками: чертежи самодельного трубогибочного станка
Часто бывают такие ситуации, когда при обустройстве домашнего хозяйства, например, при установке каркаса теплицы или прокладке трубопровода, отличающегося сложной конфигурацией, нужно согнуть профильные трубы.
Чтобы облегчить такую работу, домашние умельцы пользуются специальными приспособлениями заводского производства. Однако подобные изделия стоят довольно дорого, следовательно, не у каждого есть возможность их приобрести.
Поскольку создать трубогиб своими руками не составляет особого труда, то и большой суммы на его изготовление тратить не придется. Конструкция настолько проста, что не требует применения особых дефицитных деталей. Создать такое изделие можно практически в любом помещении, например, в гараже. Этот самодельный трубогиб позволяет согнуть конструкцию согласно определенному радиусу кривизны. Поверхность цилиндрического изделия не будет деформироваться, к тому же исключено возникновение заломов.
Содержание
- 1 Какими бывают трубогибы
- 2 Роликовые системы
- 3 Пример создания такого устройства
- 4 Как из домкрата сделать трубогиб
- 5 Как работает гидравлический трубогиб
Какими бывают трубогибы
Этот инструмент является незаменимым помощником, когда нужно установить теплицу, в которой каркас состоит из большого количества труб, согнутых под разными углами. Подобные приспособления представлены в нескольких вариациях, отличающихся принципом работы.
Гидравлические устройства предназначены для изменения направления отвода, сечение которого может быть:
- квадратным;
- прямоугольным;
- без отверстий.
Пользуясь таким инструментом, необходимо помнить об одном существенном недостатке. При сгибании трубы изделие испытывает сильное давление, начинает изменяться значение внутреннего радиуса. Для водосточных конструкций подобные модификации являются недопустимыми.
Принцип работы пневматического приспособления отличается от гидравлического аналога.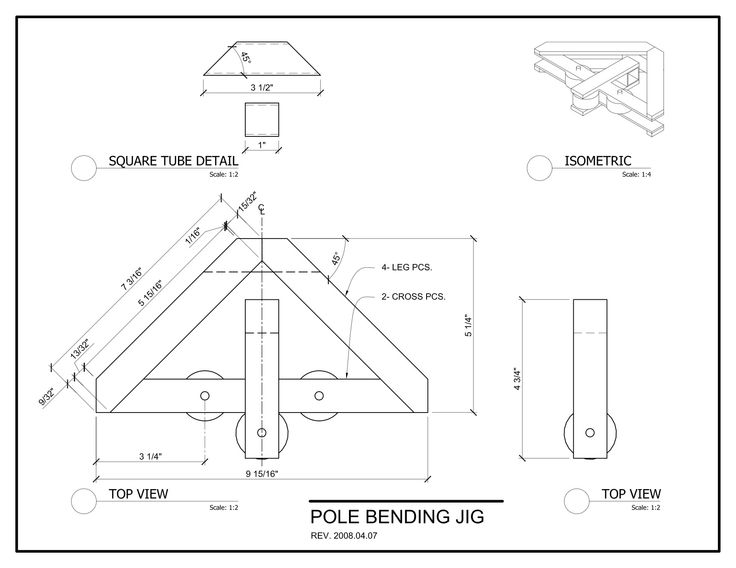 В состав изделия входят центр и трубка. Горячий воздух начинает двигаться по цилиндрической конструкции. Высокая температура позволяет согнуть практически любое изделие в определенном направлении. Во время работы можно быть уверенным в том, что деталь не сломается.
В состав изделия входят центр и трубка. Горячий воздух начинает двигаться по цилиндрической конструкции. Высокая температура позволяет согнуть практически любое изделие в определенном направлении. Во время работы можно быть уверенным в том, что деталь не сломается.
Электрические инструменты известны как прочные устройства, выполняющие различные функции. В основном они используются для работы с арматурой, причем совершенно неважно, какой она формы, а также для гибки труб разного диаметра.
Система оборудована электрическим приводом, функционирующим в автоматическом режиме. Главным достоинством этого устройства считается точность выполняемой работы. На таком станке можно гнуть трубы, изготовленные из различных материалов:
- металлопластика;
- стали;
- меди;
- алюминия.
В зависимости от принципа работы трубогибы бывают:
- арбалетными;
- сегментными;
- пружинными.


Когда говорят о сегментном устройстве, подразумевается растяжение труб вокруг определенного участка. В основном такая система используется для работы с цилиндрическими изделиями небольшого диаметра и тонкой стенкой. Пружинные конструкции функционируют благодаря установленной пружине. Она может натягиваться, одновременно изменяя форму под большим давлением.
Самыми распространенными приспособлениями считаются станки, оснащенные арбалетной системой. В таком аппарате имеется специальная насадка, диаметр которой может изменяться согласно требуемым условиям. Ключевую роль играет размер цилиндрического изделия. Таким приспособлением выполняется холодная обработка различных стальных деталей круглой формы.
Трубогиб-улитка пользуется большой популярностью при гибке кованых изделий. Устройство помогает согнуть детали и получить маленькие диаметры.
Из каждого вида можно собрать самодельный трубогиб. Главное – понимать схему работы.
Роликовые системы
Этот модифицированный аппарат может быть оборудован прижимными колесиками, изготовленными из металла или полиуретана. При работе с мягким материалом возможно применение деревянных деталей.
При работе с мягким материалом возможно применение деревянных деталей.
Расстояние между роликами влияет на характеристику системы. При большом промежутке во время сгибания уменьшается давление на деталь. К недостаткам такой конструкции можно отнести образование минимального радиуса, поэтому определенная часть изделия не может быть согнута.
Самодельные ролики заменяются шарикоподшипниками. Причем прижимной элемент нужно обязательно заклинить, чтобы сборочный узел не начал прокручиваться.
Чтобы самодельный трубогиб можно было использовать для придания определенной формы профильной конструкции, его требуется модернизировать. При разработке чертежей необходимо предусмотреть установку боковых роликов в различных позициях. С двух сторон нужно зафиксировать металлические планки. Их основной функцией будет удержание заготовки в перпендикулярном состоянии относительно роликовых осей.
Колесики крепятся специальным винтом. Плавно затягивая роликовую систему, сгибаемая труба проходит через приспособление. После поворота фиксатора на определенный градус выполняется прогон цилиндрического изделия.
После поворота фиксатора на определенный градус выполняется прогон цилиндрического изделия.
Пример создания такого устройства
Прежде чем начать производственный процесс, необходимо ознакомиться с приведенными ниже фотографиями и чертежами.
Самой важной деталью изделия считается ось. Если быть точнее, речь идет о подгонке и выборе конструкции вала. При необходимости прижимной винт можно заменить домкратом.
Технология изготовления трубогиба своими руками выглядит следующим образом:
- Покупаются подшипники. Оптимальным вариантом являются опорные модели, способные самоцентрироваться.
- Приобретаются две шестеренки.
- Согласно чертежам на токарном станке вытачиваются нужные валы.
- Если зубчатые колеса соответствуют конструкции, они сажаются на шпонку.
- Стопорная резьба нарезается в ограничителе.
- В кольце делаются несколько отверстий.
- Для металлической продолговатой детали выполняются специальные пазы.
- Аналогичные операции проводятся с узлом, фиксирующим подшипники.
- Для удобства монтажа полку швеллера для домкрата разрешается отпилить.
- Сваривается основа прибора.
- Крепятся ножки с использованием специального аппарата.
- Монтируется прижимной валик.
- Затягивается контргайка.
- На пружину вешается основа. Верхний упор нужно прикрутить болтами. При необходимости вал можно будет легко демонтировать.
- Внизу устанавливаются опорные валики.
- Для выполнения натяжения цепи изготавливается специальное приспособление. Для этого удобно использовать магнитный уголок.
- Фиксируются звездочки.
- Монтируются шпонки и натяжитель.
- Устанавливается вращательная рукоятка.
- Домкрат крепится на площадке двумя приваренными болтами.

Такой самодельный инструмент является незаменимым элементом в быту. Необходимо отметить, что качество сгиба ничем не уступает заводскому приспособлению.
Чтобы изделие приобрело товарный вид и было защищено от коррозии, его нужно покрыть краской или обработать специальным раствором.
Как из домкрата сделать трубогиб
Изготовить из домкрата трубогиб не просто, но возможно. Силовые способности полученного приспособления огромны. Сначала варится прочный каркас. Для создания многофункционального инструмента можно одновременно использовать гидравлический пресс и трубогиб.
Для изготовления конструкции разрешается применять любой домкрат (5-12 т). Нужно постараться сделать один общий инструмент, чтобы не разбирать его для транспортировки в багажнике автомобиля.
Такие большие нагрузки требуют надежной фиксации гидравлики к станине, чтобы исключить разборку крепления каждый раз после окончания работы.
Подходящий домкрат можно найти на автобазе, которая давно закрылась, или на авторазборке.
Пуансон изготавливается из старого шкива или толстой трубы, согнутой своими руками. Количество таких деталей ничем не ограничивается. Все зависит от диаметра заготовок, которые будут обрабатываться.
С каждого края станины крепится ось, на которую устанавливаются ролики. На них опирается трубная заготовка. Домкрат давит на пуансон, который направлен в центр детали. В результате цилиндрическое изделие начинает плавно изгибаться.
На них опирается трубная заготовка. Домкрат давит на пуансон, который направлен в центр детали. В результате цилиндрическое изделие начинает плавно изгибаться.
Как работает гидравлический трубогиб
Такая система функционирует по принципу домкрата. Максимальное давление, получаемое на штоке, находится в пределах 8-20 т. Создаваемое усилие напрямую зависит от нескольких параметров:
- угла сгиба;
- жесткости материала;
- диаметра трубы.
В основном угол сгиба находится в пределах 90-220 градусов.
Самыми удобными считаются ручные трубогибы рычажного типа. Максимальный угол, на который они могут согнуть трубу, достигает 180 градусов.
Данное оборудование, относящееся к обжимному типу, позволяет свести к минимуму возможную деформацию обрабатываемого изделия. Аналогичный принцип применяется в электрических системах, когда необходимо согнуть деталь большого диаметра.
Похожие статьи:
чертежи, видео, работа в домашних условиях
Трубогиб — это разновидность прокатного стана, предназначен для изгиба под заданным радиусом труб различного сечения и диаметра.
О том, как именно он работает и как его можно сделать самому в домашних условиях, и пойдет речь в этой статье.
Назначение
Очень часто при работе с металлической трубой обычного (круглого) и прямоугольного (профильного) сечения требуется их изогнуть на определенный угол. Такая необходимость возникает вне зависимости от вида работ — прокладка ли это трубопровода по цеху, установка сплит-системы в квартире или же сварка из профтрубы скамейки или беседки на дачу.
Тонкие трубки, к примеру, медные, часто использующиеся в системах кондиционирования, можно согнуть руками, но изгиб вручную всегда нестандартный, а проще говоря — кривой. Для серьезного производства это неприемлемо. А толстую стальную трубу, особенно профильную, согнуть вручную невозможно. Вот в этой-то ситуации и приходят на помощь трубогибы. Они могут аккуратно, точно по заданному радиусу изогнуть трубу, не допуская разрывов, утончения стенок и иных деформаций металла.
Принцип работы
Принцип работы любого станка для изгибания труб, несмотря на большое разнообразие конструкций, одинаков:
- Трубка либо фиксируется в двух точках, условно назовем их А и В, а в точке Б, находящейся между ними, на нее осуществляется силовое воздействие, которое приводит к образованию изгиба. Фактически это разновидность пресса.
- Либо используются только две точки, одна из которых фиксирует трубу в пространстве, позволяя свободно скользить вперед-назад (в одной плоскости), а вторая представляет собой вращающийся роликовый зажим. Конец профиля зажимается в фиксаторе, ролик делает оборот на определенное количество градусов, профиль соответственно изгибается.
 Фактически это разновидность пресса.
Фактически это разновидность пресса.Существует множество разновидностей трубогибов, но все они обладают сходными элементами конструкции: в них есть
В качестве точек опоры всегда используются ролики или вальцы. Изгиб трубы в жестких зажимах возможен, но легко может привести к разрыву материала. Если же профиль может свободно скользить в роликах, то он не повреждается.
Для сгибания профильных труб с сечением в виде прямоугольника и квадрата используется тот же принцип, что и для круглого сечения. Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Разновидности
В первую очередь трубогибы делятся на ручные и автоматические
. Первые предназначены для работы с профилем небольшого сечения, до 40х40 мм, поскольку более толстую трубу даже с помощью рычага согнуть руками невозможно. В быту используют преимущественно их, при этом встречаются мобильные и стационарные устройства.Автоматические прокатно-изгибочные станы предназначаются для промышленных условий. Как правило, они стационарного типа.
Они оснащаются электрическим приводом от двигателя соответствующей мощности. Встречаются гидравлические или комбинированные — электрогидравлические модели.
Основная классификация идет по принципу действия:
- домкратный (или арбалетный),
- вальцовочный,
- намоточный.
Первые два типа конструктивно очень схожи между собой. Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно. А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно. А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
Намоточный тип подразумевает, что изгибаемый материал фиксируется в одном ролике (или системе роликов) и наматывается на другой.
Каждый вид конструкции имеет свои достоинства и недостатки:
- «Арбалет» конструктивно проще всего, его легче сделать в домашних условиях из обычного домкрата. Но аккуратно выгнуть конец трубы с его помощью сложно, кроме того, при изгибе на большой радиус он может привести к разрыву металла.
- Вальцовочный станок обеспечивает высокое качество изгиба на любой радиус, но нуждается в двигателе для протяжки трубы. Именно этот тип чаще всего можно встретить в заводских цехах.
- Намоточный бывает как стационарным, так и мобильным (ручным). Он особенно удобен для труб небольшого и среднего диаметра. Основным его недостатком является невозможность изменять окружность изгиба и варьировать радиус: они всегда зависят от ролика намотки.
 Именно этот тип чаще всего можно встретить в заводских цехах.
Именно этот тип чаще всего можно встретить в заводских цехах.На заметку: в промышленности активно используются трубогнущие станки с ЧПУ, которые могут выполнять из труб любые гнутые конструкции согласно заложенной программе.
Как сделать трубогиб своими руками?
Если вам необходим трубогиб для ремонтных работ по дому или даче, а работа планируется с трубами небольшого диаметра, то можно не покупать дорогое устройство, а смонтировать его своими руками из подручных средств. Вариантов изготовления существует бесчисленное множество.
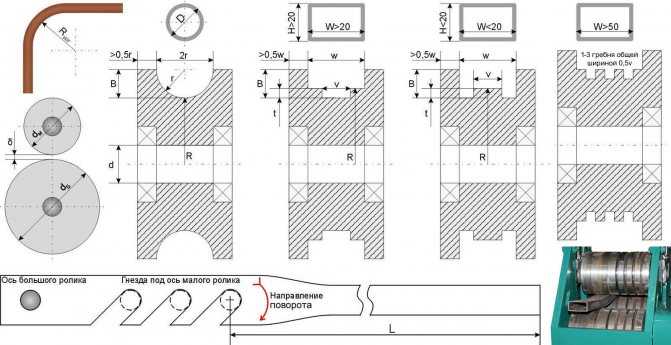
Перед началом работы вам понадобится определиться с сечением и формой профиля труб, которые вы будете гнуть. Ширина и форма желоба роликов должны точно соответствовать диаметру и сечению трубы, иначе она либо застрянет в них, либо будет «гулять», что приведет к неровному изгибу или другим деформациям. Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Также в работе вам могут помочь следующие чертежи:
Изготовление трубогиба вальцовочного типа
- На любое подходящее основание монтируется сварная рама. В нее устанавливаются два опорных ролика. В данном случае на рисунке расстояние между ними можно варьировать благодаря установке в пазы — чем больше расстояние, тем больше радиус изгиба.
- Ролики соединяются между собой через шкив велосипедной цепью, приводным ремнем и т. д так, чтобы они вращались одновременно.
- К раме приваривается или крепится на болтах конструкция, состоящая из опорного ролика с держателем и простого винтового механизма. Вместо прижимного винта можно использовать обычный домкрат.
Изготовление трубогиба намоточного типа
Если возникла необходимость гнуть трубы небольшого сечения, но с малым радиусом изгиба, то можно собрать самодельный трубогиб намоточного типа.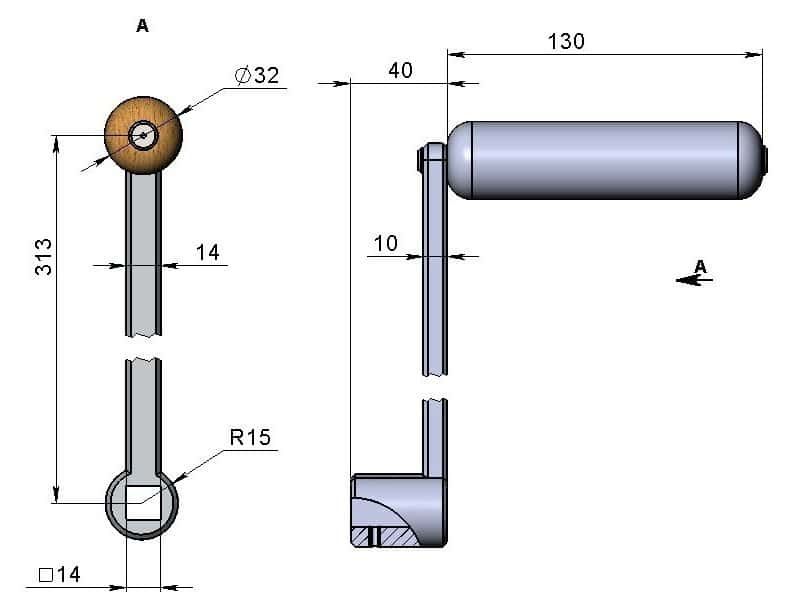
Конструкция чем-то похожа на закруточную машинку для домашнего консервирования. Главная часть — два ролика с прямоугольными желобами точно по форме трубы. Ведущий ролик (на рисунке — большой) крепится на любое основание. Он будет обеспечивать радиус и закругление гибки трубы.
рисунков и советов по изготовлению. Как сделать трубогиб для трубы своими руками
25 ноября. Инструменты Просмотры 691. Комментарии к записям Трубогиб профильный своими руками: чертежи и советы по изготовлению №
Применение профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но очень надежный материал. Его часто используют для возведения обычных, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Принцип действия и устройство трубогибочного станка
Теплицы, теплицы, теплицы, как правило, имеют арочную форму, поэтому трубу нужно будет согнуть. Вы можете сделать это двумя способами:
- Труба с подогревом вручную. Этот вариант подходит только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняются свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении гибки вручную будет сложно добиться точности каждой детали. Да и сделать идеальный радиус вручную невозможно.
- С помощью трубогибочного станка. Это самый оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, высокая производительность по сравнению с ручной работой — делают этот способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, имеет смысл приобрести заводскую модель. Если он нужен для разовой работы, либо понадобится время от времени, нет смысла тратить значительные средства на покупку. Вы можете арендовать его или сделать самостоятельно. О том, как сделать трубогиб своими руками для профильной трубы — далее в статье.
Вы можете арендовать его или сделать самостоятельно. О том, как сделать трубогиб своими руками для профильной трубы — далее в статье.
Прежде чем приступить к процессу изготовления трубогиба своими руками, необходимо четко представлять, из чего он состоит и как работает.
Принцип работы трубогиба достаточно прост. Гладкая труба прокатывается между подвижными валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка заготовка изгибается под определенным углом. Приложенное давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без разрушения ее поверхностей.
Конструкция гибки труб также довольно проста. Основные узлы трубогибочного станка следующие:
- Станна. Представляет собой сварную металлоконструкцию, на которую устанавливаются все части станка, в том числе направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Комплект роликов. Как правило, простая трубогибка имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.
- Привод. Для перемещения заготовки на станке один из валов, как правило, является центральным верхним валом, должен придавать ей движение, просто вращаться. Для этого к нему подключается накопитель. Это может быть электрический, гидравлический или ручной привод. В самодельной гибке труб обычно используется последний.
 Как правило, простая трубогибка имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.
Как правило, простая трубогибка имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.Конструкция станины трубоподшипниковых машин бывает двух видов:
- Закрыто.
- Открыть.
Изделия, изготовленные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими эксплуатацию агрегата.
Материалы для изготовления труб-нагрузок для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка не требует особых материальных затрат. Большинство деталей можно купить на разборке или в пунктах приема металлолома. При этом, по сравнению с не слишком крепкими заводскими рукоятками, это действительно мощная, пусть и не такая красивая машина, которая прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи гибки профильной трубы своими руками.
Большинство деталей можно купить на разборке или в пунктах приема металлолома. При этом, по сравнению с не слишком крепкими заводскими рукоятками, это действительно мощная, пусть и не такая красивая машина, которая прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи гибки профильной трубы своими руками.
Для изготовления кровати потребуется:
- Schweller шириной не менее 140 мм.
- Несколько швеллеров 5п шириной полки 50 мм для роликовых опор.
- В отдельных случаях возможно применение стального круглого проката из цельных марок стали.
- Для упоров на станине используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если верхний ролик регулируемый, то для механизма его подъема и опускания потребуется прижимной винт и гайка соответствующего диаметра. В этом случае могут приводиться только нижние ролики. На их валы наварен обычный привод от старого велосипеда, который и приводит их в движение.

Можно сделать трубогиб с подвижным нижним крайним роликом. Тогда кровать делают не цельную, а сборную, с подвижной спинкой. Для этого можно остановить обычный гидравлический домкрат. В случае с регулируемым нижним роликом к верхнему приваривается ручной привод, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Он облегчает усилие, которое необходимо приложить для гибки профильной трубы с большой площадью поперечного сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для этой бумаги вам понадобится:
- Болгарка с диаметром окружности не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с комплектом электродов.
- Рулетка, линейка, мужской ящик, мел.
Трубогиб профильный своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла необходимо строго соблюдать правила техники безопасности:
- При работе со сварочным аппаратом необходимо иметь огнетушитель. Эти работы целесообразно проводить вместе.
- Работать необходимо только в спецодежде с применением средств индивидуальной защиты:
 Эти работы целесообразно проводить вместе.
Эти работы целесообразно проводить вместе.- сварочный щиток;
- маска или очки для работы болгаркой;
- варежки.
Трубогиб для труб своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварки трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для роликового прижимного винта. Кровать в этом случае будет сплошной. Его длина выбирается на свое усмотрение. В центре станины сооружается упор для роликового прижимного винта. Его высота не должна быть больше свободного оборота винта. П-образная опора сварена из деталей Schweller 5P, обработана и приварена к станине. Основные металлоконструкции машины готовы.
- Теперь в центре ригеля просверлено отверстие, диаметром равное диаметру шурупа. Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.
- Далее производится прижимной ролик. Основой для него будет отрезок швеллера 5п, длина которого равна расстоянию между опорными стойками. С внешней стороны полки приварены два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. Вал вставляется в подшипники. Если заострить его проблему, то можно взять кусок толстостенной трубы соответствующего диаметра или круглого стального проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпал из подшипника, его прихватывают к внутренней части обоймы.
- Далее нарезчик приваривается к концу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки ездить, тем самым регулируя радиус закругления трубы.
- Теперь можно установить боковые катки. Для их основания на концах станины привариваются два отрезка швеллера 5п, длина которых 140 мм. На их концах приварены две пары подшипников, того же размера, который использовался для устройства прижимного ролика. Между ними установлены одинаковые валы, которые также прилегают к внутренним подшипникам ракеты.
- Теперь механизм скручивания труб готов. Вы должны установить его диск. Идея состоит в том, чтобы синхронизировать движение боковых роликов для перемещения заготовки с одной скоростью. Для этого к одному из роликов с одной стороны приварили ручку. Вы можете использовать часть велосипедной педали. С другой стороны этого же вала приварена ведущая звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
- Для соединения звездочек используется велосипедная цепь, длина которой должна быть отрегулирована на нормальное растяжение. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет прокатываться более равномерно.
 Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.
Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.
Изготовление трубогиба своими руками с роликом боковой регулировки
Принципиально схема машины не отличается от приведенной выше. Также есть пара нижних роликов и один верхний. Отличие только в том, что регулировочный ролик не центральный, а боковой. Для этого кровать делается не цельная, а сборная. На одной части (неподвижной) установлен верхний центральный и нижний боковой ролик. При этом центральная фиксируется на высоте, равной максимальной высоте обрабатываемой заготовки.
С другой стороны подвижная часть кровати с роллером крепится к стальным петлям. Под него устанавливают домкрат, которым при необходимости поднимают его, изменяя тем самым радиус трубы. В этой конструкции движение заготовки обеспечивает центральный ролик, вал которого крепится к рукоятке. Процесс сварки и размеры окна трубогибочного станка в двух вариантах идентичны, какой из них лучше – решать в зависимости от назначения и наличия материала.
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
«Водяной теплый пол своими руками. Расчет и монтаж монолитного бетонного перекрытия своими руками »
Трубогиб для профильной трубы своими руками: инструкция по сборке
Профильные трубы используются в качестве материала не меньше, чем круглые трубы. Выполняя монтажные работы с ними, вам также приходится резать, гнуть, точить, варить. Без такого оборудования никак не обойтись.
Не всегда есть возможность купить готовые приспособления для слесарных и сантехнических работ, зачастую оборудование приходится делать самому. Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Содержание статьи:
- Как согнуть профильную трубу без специального инструмента?
- Лучшие варианты самодельных трубогибов для профиля
- Конструкция №1 — трубогиб ручной
- Конструкция №2 — Мощное механизированное устройство
- Конструкция №3 — трубогиб гидравлический
- Трубогиб инструкция
- Полезные советы для «Первопроходцев»
- Полезное видео по выводам и выводам тема
Как согнуть профильную трубу без специального инструмента?
Использование специального инструмента, позволяющего легко и просто сгибать трубы, в том числе и профильные, уже можно считать сантехнической традицией. Между тем, за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Смотри — может трубогиб вообще не надо строить. Правда, следует сказать, что такой подход не всегда готов полностью удовлетворить потребности в изгибе. Особенно, если вы хотите согнуть профильную трубу сразу в нескольких местах и под разными радиусами.
Качественно и красиво согнуть профильную трубу проще всего с помощью специальных приспособлений — трубогибов. Но в некоторых случаях вполне можно согнуть профильные трубы самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, без использования какого-либо оборудования:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- применение самодельной оправки;
- подрезка стенки профиля по внутреннему радиусу.
При необходимости гибки профильной трубы в одной, максимум двух точках, удаленных друг от друга, вполне целесообразно применить простые приемы:
- Заполнить внутреннюю область профильной трубы мелким р. песок.
- Плотно закройте концевые части.
- Согните профиль руками по шаблону в нужных местах.
 песок.
песок.Аналогично проводятся работы с трубой, заполненной водой. Но в этом варианте вода должна быть заморожена. Не всегда условия работы позволяют выполнить эту процедуру.
Чтобы согнуть трубу без деформации и по заданному радиусу, достаточно заполнить ее внутреннюю часть обычным речным песком. Этот метод применим для работы с тонкостенными трубами.
Еще один аналогичный способ – использование оправки – стальной пружины чуть меньше внутреннего диаметра самой трубы. Внутрь помещается пружина, после чего выполняется изгиб.
Таким образом, вы можете вручную сгибать тонкостенные трубы. Для профильных изделий с более мощной комплектацией эти способы не подходят.
Профильная толстостенная труба легко гнется методом «нарезки». В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе свариваются стыки секций
Толстостенные мощные профили могут быть согнуты в одной или двух точках простым способом технологических подрезов. Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль сгибают до соединения стыков границ сделанных подрезов. Места примыкания границ подрезов завариваются с помощью электросварки.
Фотогалерея
Фото
Наличие в арсенале умелого мастера трубогиба позволит сделать массу полезных дел по обустройству дачи, квартиры и загородного дома
Гнутый профиль успешно применяется при изготовлении всевозможных садовых скамеек и кресел-качалок
Гнутый металлический профиль легко выдерживает вес отдыхающих и служит перилами
Каркас из гнутой профильной трубы в паре с поликарбонатом позволит соорудить отличный навес для входной группы
Отличные фермы для сборки крыши уютной беседки выходят из гнутого профиля
Металлический профиль гнутый аркой лучший вариант для конструкции садовой мебели. Стоит недорого, выглядит отлично, после окрашивания «равнодушна» к осадкам
С помощью ферм из гнутой профильной трубы можно быстро и без проблем построить навес для машины на участке
Домашние мастера, умеющие гнуть профильные трубы и сваривать, смогут сделать настоящий шедевр — качели с навесом и изысканным декором
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из гнутой трубы
Перила и ножки из гнутого профиля
Навес при входе
Уютная беседка с закругленной крышей
Садовая мебель для дачи
Обустройство стоянки для автомобиля
Изысканные дачные качели
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты — трубогибы — дают больше возможностей для операций гибки. Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Похоже на одну из многих моделей ручных трубогибов. Инструмент значительно облегчает гибку и позволяет обрабатывать армированные профильные трубы
Можно гнуть изделия разных размеров, но с учетом всевозможных технических характеристик. Разнообразие модельного ряда трубогибов профильных труб позволяет выполнять работы любой сложности.
Конструкция №1 — трубогиб ручной
В целом конструкция инструмента достаточно проста, а значит доступна для исполнения неподготовленному человеку. Они самостоятельно изготавливают не только малогабаритные мобильные конструкции ручного действия, но и стационарные системы, оснащенные электроприводом.
Для частного использования более актуальны ручные модели. К тому же изготовление ручных устройств несколько дешевле.
Небольшое количество комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие приспособления самостоятельно.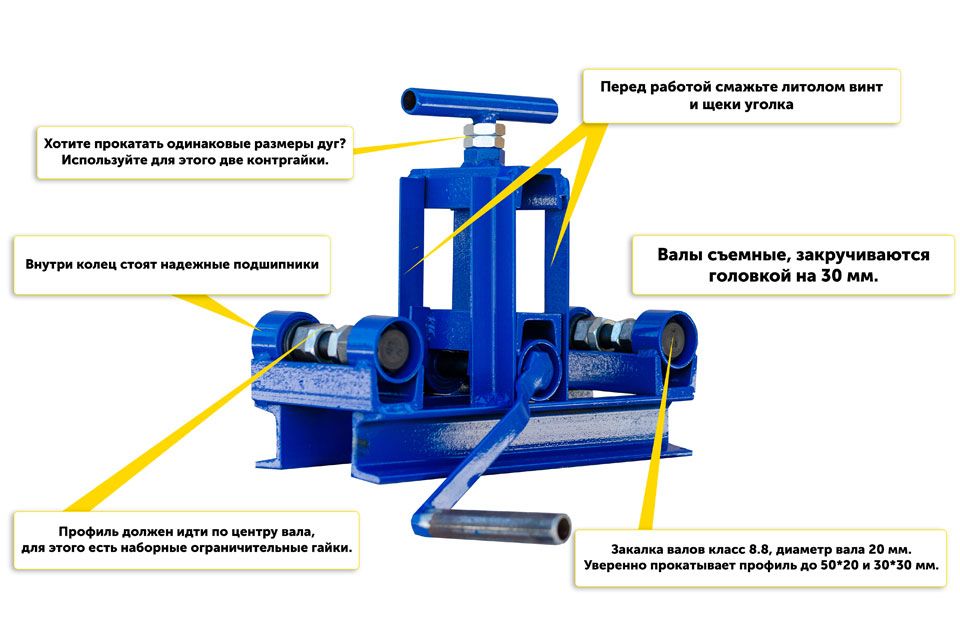 Большинство деталей можно взять от любого старого оборудования
Большинство деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного приспособления, пригодного для изготовления трубогиба, собирается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- ручка подачи.
Инструмент работает по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполнены из металла, включая опорные и упорные ролики. При этом часть комплектующих (те же ролики) можно сделать и из других материалов. Например, есть самодельные конструкции с роликами из дерева.
Материал рабочих органов является показателем, определяющим, с какими трубами (по толщине стенки и твердости металла) может работать трубогиб.
Конструкция №2 — Мощное механизированное устройство
Ряд самодельных конструкций не ограничивается только ручным инструментом. Ремесленники создают изделия, достойные сравнения с промышленным оборудованием.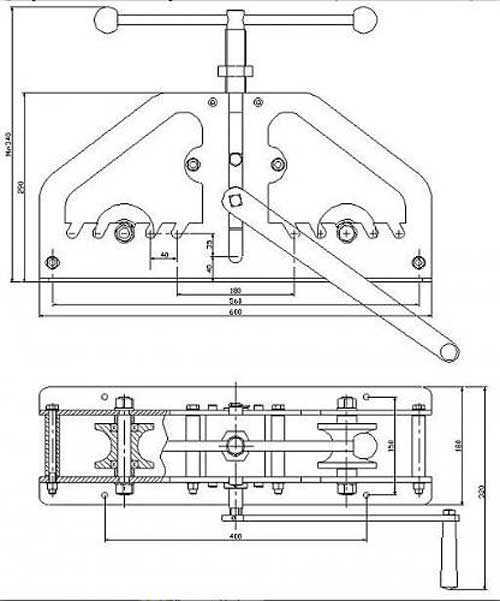 Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Мощный механизированный трубогиб своими руками. В качестве комплектующих брались детали от технических машин различного назначения. Машина работает от электричества
Трубогибы усиленные профильных труб оснащены электроприводом. На таких «станках» без труда гнутся профили разного сечения, имеющие толщину стенок в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- раму, сваренную из швеллеров;
- два металлических прокатных ролика;
- шестерня трехступенчатая;
- металлическая цепь; Редуктор
- и электродвигатель с механизмом ременной передачи.
Ролики качения установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, соединенные металлической цепью.
Цепной привод получает основной крутящий момент от редуктора, который, в свою очередь, приводится во вращение валом двигателя. Валы электродвигателя и редуктора через шкивы объединены ремнем.
Валы электродвигателя и редуктора через шкивы объединены ремнем.
Процесс гибки толстостенной профильной трубы на промышленном станке. В качестве привода используется электродвигатель. Радиус изгиба регулируется вручную винтом
Редуктор в схеме машины играет значительную роль — высокий крутящий момент вала двигателя сводится к малому крутящему моменту, передаваемому на шестерни опорных роликов. Поэтому нет необходимости устанавливать на устройство двигатель с малыми оборотами. Здесь подойдет электродвигатель со стандартной конфигурацией 960-1500 об/мин.
Все детали конструкции смонтированы на металлическом каркасе из швеллерных обрезков. Крепление деталей к раме осуществляется простым способом – болтами или сваркой. Для установки такой машины всегда найдется место на дачном участке, во дворе частного дома, в гараже для личного транспорта.
Конструкция №3 – гидравлический трубогиб
Электроприводная установка – это действительно мощная машина. Но еще более мощной является конструкция, оснащенная автомобильным домкратом.
Схема отличается непревзойденной простотой. Но в то же время характеристики устройства впечатляют. С помощью этого станка гнутся профильные трубы, которые не всегда удается согнуть даже электрическому трубогибу.
Удачный пример гидравлического трубогиба для обработки профильной трубы. Здесь в качестве силовой гидравлики используется обычный автомобильный домкрат
Пошаговый инструктаж по сборке гидроконструкции самодельного трубогиба для профильных труб начинается с подбора деталей.
Слесарю потребуется:
- три секции широкого швеллера;
- три секции узкого канала;
- замок-петля;
- три ролика на подшипниковых узлах;
- рукоятка подачи с закрепительной втулкой;
- автомобильный домкрат.
На швеллерах все детали крепятся болтами. Два верхних канала соединены друг с другом через петлевой замок. При этом один из швеллеров жестко закреплен на основании, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, выходящая с одной стороны подшипникового узла, соединена с рукояткой подачи через металлическую втулку. Соединение фиксируется шпилькой.
Схема приспособления для гибки профильных труб с использованием автомобильного домкрата. 1,2,3 — металлический швеллер; 4 — упорный и опорный катки; 5 — соединительная петля; 6 — автомобильный домкрат
Принцип работы конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса изгиба.
Если в предыдущих установках для регулировки использовался шпиндель, который перемещает опорный ролик по вертикальной оси, то здесь шпиндель приводится в действие «плавающим» каналом, который перемещается домкратной тягой. Такая система требует даже меньше ресурсов для сборки, чем конструкция с электроприводом.
Следующая фотоподборка ознакомит вас с процессом сборки простого листогиба с домкратом:
Фотогалерея
Фото
Перед сборкой листогибочного станка необходимо подготовить участок швеллера, который будет служить как его основа. Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Для установки боковых валков привариваем две пары стоек из профильной трубы. Пара нужна на случай изгиба с разными радиусами. Сами валки изготавливаем из стального круга диаметром 40 мм, оснащаем их подшипниками
Для возможности изменения положения бокового валка по высоте с помощью домкрата вырезаем одну из частей станины болгаркой и привариваем петлю через разрез
Проверяем насколько свободно движется подвижная часть станины. Смотрим, не смещено ли его положение относительно оси. При необходимости исправьте или переделайте
Для установки центрального валка привариваем две высокие стойки. Валок изготовлен из стального круга, подшипники поставляем как и боковые валки
Центральный валок размещаем с учетом того, что с лицевой стороны к нему будет прикреплена рукоятка рычага, необходимая для совершения вращательных движений
С «нерабочей» стороны закрепляем упором центральный валок, чтобы при вращении он не смещался по поперечной оси, т. е. чтобы он не вылетал из стойки
е. чтобы он не вылетал из стойки
К центральному ролику с рабочей стороны привариваем металлическую ручку, которая будет приводить установку в движение
Шаг 1: Подготовка основания для сборки трубогиба
Шаг 2: Установка боковых роликов
Шаг 3 : устройство подвижной части станины
Этап 4: Проверка перемещения подвижной части основания
Этап 5: Приварка подставки для основного валка
Этап 6: Установка центрального валка на стойки
Шаг 7: Фиксация центрального ролика
Этап 8: Присоединение ручки для вращения рулона
Самодельный трубогиб используется при выполнении различных работ в дачном хозяйстве. Чаще всего его используют для изготовления арок, из которых собирается теплица.
Владелец самодельного трубогиба легко изготовит все конструктивные части теплицы за один день:
Фотогалерея
Фото
С помощью описанного выше трубогиба можно согнуть профиль от 10 до 40 мм. Выбрав подходящий материал, загибаем арки, количество которых должно быть кратно 80-85 см
Переднюю арку собираем таким образом, чтобы предусмотреть место для установки двери и вентиляционного устройства. Сварка деталей
Сварка деталей
Прикрепляем поликарбонат к передним аркам перед монтажом, разрезая по факту на стройплощадке. Перед креплением прозрачного кожуха сверлим отверстия под шурупы в арках
После сборки каркаса и торцевых арок с обшивкой и обычных арок прикрепляем поликарбонат к гнутому профилю
Этап 1: Гибка труб для изготовления арок
Этап 2: Сборка передней и задней арки
Этап 3: Крепление поликарбоната к торцевым аркам
Этап 4: Крепление поликарбоната к установленным аркам
Инструкция по трубогибу
Технология не требует специальных навыков. Но в зависимости от типа используемого гибочного станка процедура складывания может сопровождаться определенными нюансами.
Для понимания разберем пример работы с ручным трубогибом, оснащенным винтом регулировки радиуса изгиба:
- Профильная труба нарезается до нужного размера.
- Ролик упорный трубогиба устанавливается в исходное положение.
- Профиль размещается в пространстве между роликами (упор на верхней части трубы, поддерживающий нижнюю часть трубы).
- Регулировочным винтом упорный ролик с некоторым усилием прижимается к трубе.
- С помощью рукоятки подачи профильная труба перемещается вперед и назад с коротким ходом.

Короткий ход трубы и зажим с регулировочным винтом выполняют до получения необходимого радиуса изгиба.
Начинающему слесарю перед началом работы с трубогибом желательно пройти специальный инструктаж. Прибор прост в использовании, но все же требует понимания процесса.
Аналогичный инструктаж применим и для трубогибов профильных труб, конструкция которых выполнена на базе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными накопителями.
Полезные советы для «первопроходцев»
Тем, кто впервые столкнулся с гибкими профилями, рекомендуется рассмотреть некоторые особенности технологии обработки данного вида труб. Например, опытные мастера никогда не жертвуют качеством гибки ради экономии времени.
Разумнее сделать несколько слабых нажатий регулировочным винтом и несколько проходов по роликам, чем делать все сразу. Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Изготовлен шаблон для необходимого радиуса изгиба трубы. Аналогичные выкройки изготавливаются для профильных труб.
Рекомендуется работать с роликами в конфигурации, соответствующей профилю трубы. Так, если есть соответствие между величиной ширины ролика и величиной поперечного сечения профиля, изгиб будет точным и аккуратным. Кроме того, мастеру не придется периодически корректировать движение трубы от центра опорного ролика к его крайней границе.
Перед началом операции гибки профильной трубы желательно изготовить шаблон под заданный радиус изгиба. Если шаблон по каким-либо причинам сделать не удается, можно ограничиться расчетом расстояния, полученного между двумя контрольными точками после сгиба трубы. Зная расчетные показатели, заготовку можно согнуть трубогибом без периодических контрольных замеров, сократив тем самым время работы.