Калькулятор выигрыша в силе винта • Механика • Онлайн-конвертеры единиц измерения
Этот калькулятор выигрыша в силе винта определяет теоретический выигрыш в силе по известным диаметру винта и линейному расстоянию, которое проходит винт при его одном полном обороте (ход резьбы). Он также определяет осевое перемещение винта, если он поворачивается на известный угол.
Пример: Рассчитать идеальный выигрыш в силе для винта с рычагом длиной 4 см, если его ход резьбы равен 5 мм.
Входные данные
Радиус рукоятки, R
Rмиллиметр (мм)сантиметр (см)метр (м)дюймфут
Ход винта
Lмиллиметр (мм)сантиметр (см)метр (м)дюймфут
Угол поворота
αградус (°)радиан (рад)
Выходные данные
Выигрыш в силе
MA
Осевое перемещение винта
d
Для расчета введите величины и нажмите кнопку Calculate. Для расчета выигрыша достаточно ввести только ход винта и радиус рукоятки (расстояние от точки приложения усилия до оси винта, см. рисунок). Введите также угол поворота, если нужно рассчитать осевое перемещение винта.
рисунок). Введите также угол поворота, если нужно рассчитать осевое перемещение винта.
Обжимной пресс (переплетный, винтовой пресс) состоит из прижимного винта, который перемещает верхнюю прижимную плиту вверх и вниз и прижимает ее к неподвижной нижней плите (основанию пресса). Верхняя плита служит для равномерного распределения давления прижимного винта.
Определения и формулы
Винт обычно считают отдельным простейшим механизмом, хотя, в сущности, винт — это частный случай другого простейшего механизма — наклонной плоскости. Резьба винта представляет собой наклонную плоскость, многократно обернутую вокруг цилиндра, а ход винта соответствует углу наклона плоскости. Поскольку винт — это очень важная деталь, часто применяемая в технике, его выделили в отдельную категорию простейших механизмов.
Винт преобразует вращательной движение в линейное перемещение или вращательное усилие в линейное усилие. Винт — один из шести простейших механизмов, определенных еще учеными эпохи Возрождения; примеры винта можно найти практически везде: винты и болты используются для соединения деталей или для подъема грузов (водяной винт), или для прижима деталей (тиски или струбцина). Сверло — тоже винт с глубокими канавками, которые необходимы для удаления материала из отверстия в процессе сверления. Винт можно найти в водопроводном кране, в цоколе лампы и даже в биологии (ДНК и различные растения, например, спирогира). Как и все простейшие механизмы, винты облегчают выполнение различных действий.
Сверло — тоже винт с глубокими канавками, которые необходимы для удаления материала из отверстия в процессе сверления. Винт можно найти в водопроводном кране, в цоколе лампы и даже в биологии (ДНК и различные растения, например, спирогира). Как и все простейшие механизмы, винты облегчают выполнение различных действий.
Нитчатая зеленая водоросль спирогира (лат. Spirogyra) с характерными для нее спирально закрученными хлоропластами в цилиндрических клетках; увеличение ×10
Обычно винт состоит из цилиндрической части со спиральными канавками, называемыми резьбой, которые обёрнуты вокруг внешней цилиндрической поверхности винта. Если винт вращается в фиксированном объекте, он линейно движется вдоль своей оси относительно этого объекта. Если же винт вращается и при этом неподвижен, то гайка будет линейно перемещаться вдоль оси винта. Такой принцип используется в механизме подачи с ходовым винтом, преобразующим вращательное движение в поступательное. Например, ходовые винты совместно с шаговыми двигателями используются в приводах DVD и гибких дисков.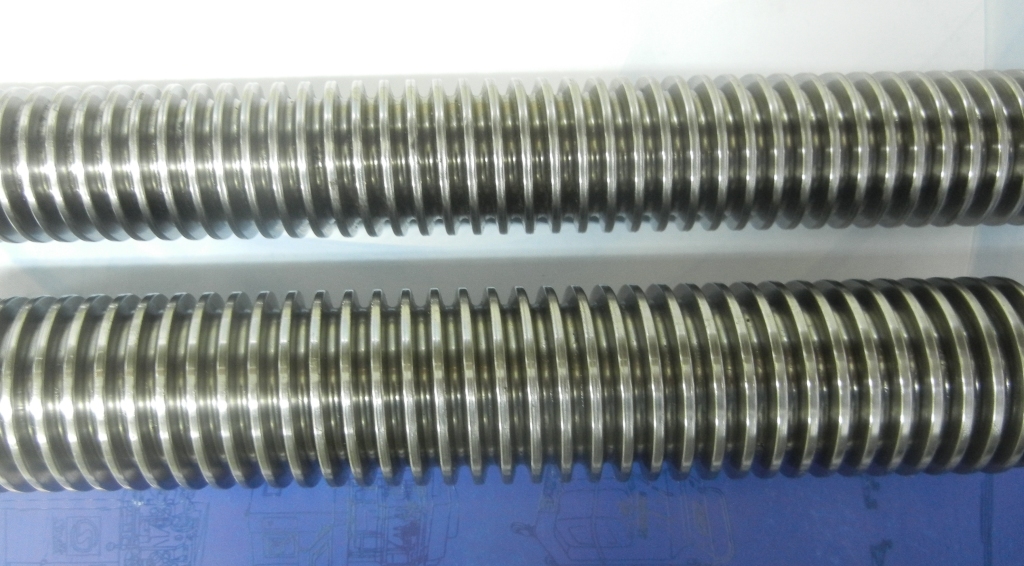
Шурупы с однозаходной резьбой встречаются чаще всего; в них одна непрерывная нитка резьбы проходит вдоль всего винта
Изготовляются винты с различным числом заходов резьбы — с однозаходной и многозаходной резьбой. В однозаходном винте имеется только одна нитка резьбы, обернутая вокруг цилиндра. При каждом полном обороте такого винта он перемещается по оси на величину расстояния между выступами резьбы.
В многозаходной резьбе имеется две или более ниток, идущих параллельно. В двухзаходной резьбе имеется две нитки, обернутые вокруг цилиндрической поверхности винта и когда винт поворачивается на один полный оборот, он перемещается вдоль оси на расстояние, равное расстоянию между двумя выступами резьбы.
В двухзаходной резьбе имеется две нитки вокруг цилиндрического тела шурупа. Такая резьба имеет больший ход по сравнению с однозаходной резьбой и, следовательно, шурупы или винты можно вкрутить или выкрутить вдвое быстрее шурупов с однозаходной резьбой.
Однозаходные резьбы используются в тех случаях, когда резьбовое соединение подвергается большим нагрузкам. Многозаходные резьбы обеспечивают быстрое движение винта даже при небольшом вращении.
Многозаходные резьбы обеспечивают быстрое движение винта даже при небольшом вращении.
Трехзаходная резьба на бутылке обеспечивает бóльшую контактную поверхность, когда крышка закручивается всего на один оборот. В результате крышку можно закрутить очень быстро и держаться она будет надежно, так как для удержания используются сразу три нитки резьбы
Ход и шаг резьбы: a — однозаходная резьба, b — двухзаходная резьба, 1 — ход резьбы, 2 — шаг резьбы
Выигрыш в силе для винта зависит от хода его резьбы, который представляет собой линейное осевое перемещение винта при повороте его на один оборот (360°). Любая резьба характеризуется также шагом резьбы — расстоянием между двумя соседними выступами резьбы. В однозаходной резьбе шаг и ход равны. Однако, в двухзаходной резьбе ход двое больше шага. В многозаходной резьбе с n заходами ход L определяется формулой
Идеальный (при отсутствии трения) выигрыш винта в силе MA определяется как отношение направленной по оси силы воздействия на нагрузку Fload стержня винта к вращательному усилию Feffort, приложенному к краю или рукоятке винта:
По закону сохранения энергии, для идеального винта без трения работа по вращению винта Weffort при приложении усилия равна работе по перемещению нагрузки, выполненной винтом Wload:
Винт червячной передачи привода оптической головки накопителя на оптических дисках, в которой находится лазер, его объектив и фотодиоды для считывания информации в луче, отраженном от поверхности диска
Поскольку работа — это произведение силы на перемещение, работа по повороту винта на один полный оборот (360°) Weffort определяется по формуле
где R — радиус головки винта. С другой стороны, работа, выполненная винтом при одном полном повороте Wload определяется как
С другой стороны, работа, выполненная винтом при одном полном повороте Wload определяется как
Где l — ход винта, определенный выше. После подстановок и преобразований, получаем
или
Следовательно, теоретический выигрыш винта в силе равен
Эта формула используется в нашем калькуляторе. Из нее видно, что выигрыш винта в силе зависит от хода его резьбы. То есть, чем меньше расстояние между гребнями резьбы, тем больше выигрыш. Конечно, мы говорим здесь о теоретическом выигрыше, а реальные винты дают выигрыш значительно меньше определяемого по приведенному уравнению.
Реальный выигрыш винта в силе определяется с учетом КПД винтовой передачи:
где 0 ≤ η ≤ 1 — коэффициент полезного действия
В разводном ключе с червячной передачей червяк используется для регулировки положения подвижной губки; большой выигрыш в силе, который обеспечивает червячная передача, позволяет получить значительное усилие для перемещения подвижной губки и прижима ее к головке болта или гайке. 1 — неподвижная губка, 2 — подвижная губка, 3 — червяк, 4 — рукоятка
1 — неподвижная губка, 2 — подвижная губка, 3 — червяк, 4 — рукоятка
Другие калькуляторы простейших механизмов:
Прессы Регулировочные винты — Энциклопедия по машиностроению XXL
Стол откидного типа. Фиксирование стела в станине осуществляется шпоночным соединением. Имеется один регулировочный винт с круглой гайкой. Крепление стола к станине производится болтами. Допускается установка рога без съема стола. Установка приспособлений для вытяжных работ невозможна. В крупных прессах применяются два винта, связанных синхронно червячной передачей. [c.509]| Фиг. 22. Конструкция узла регулировочного винта пресса по фиг. 19. |
Приводной механизм, включая электродвигатель и муфту, монтируется в ползуне. Ползун приводится в движение эксцентриками ведущих зубчатых колёс, вращающимися на неподвижных осях, связанными тягами (шатунами) при помощи цапф с регулировочными винтами, встроенными в стол пресса.

Для жёсткого крепления регулировочных винтов в теле шатуна и против отвинчивания применяются зажимные механизмы. Зажимной механизм, изображённый на фиг. 38, а, применяется для лёгких прессов. [c.673]
Работу пневматического привода проверяют после монтажа пресс-масленки на компаунд-насосе. Начало работы привода проверяют при давлении воздуха 3,5—4 кгс/см . Подачу масла регулируют для паровой части, максимальную, для воздушной части — на 1,5—2 оборота распределительного вала, для сальников — на 0,5—1 оборота регулировочного винта из положения, когда он ввернут до упора. [c.292]
Кроме резьбовых соединений, винтовые пары широко применяют в винтовых механизмах (домкратах, винтовых прессах и т. д.), а также для получения точных осевых перемещений (регулировочные винты, объективы фотоаппаратов и т. д.). [c.77]
Для регулирования зазора в шаровом соединении ползуна необходимо (применительно к прессам серии КД усилием 10—63 тс) опустить ползун на специальную подставку требуемой высоты, позволяющую вывернуть регулировочный винт 22 из шатуна 23.
Опорой стакана 15 является срезная предохранительная шайба 9, рассчитанная на разрушение при перегрузке пресса. Предохранительная шайба установлена на клиновой механизм 10 выведения пресса из распора. В случае срезания предохранительной шайбы необходимо приподнять шатун с регулировочным винтом и стаканом, вращая за маховик пресса в режиме Ручной проворот , заменить предохранительную шайбу, опустить шатун с регулировочным винтом и стаканом в начальное положение, затянуть гайку 20 и застопорить ее винтом 7. На ползуне в зоне стакана установлен конечный выключатель 8, который при срезании предохранительной шайбы отключает пресс.
Механизм кулачкового типа для подачи полос и лент (рис. 43, а) устанавливается на нижней плите штампа. Его привод осуществляется от верхней плиты штампа. Лента подается в рабочую зону во время движения ползуна пресса и верхней плиты штампа вверх. Толкатель /, установленный на тяге 2, поворачивает рычаг 8, который другим концом подает каретку 7 с лентой вперед. Лента прижимается к каретке передним кулачком 3. Второй кулачок, закрепленный на задней стенке 5 механизма, является фиксирующим при движении каретки в исходное положение (ход вниз) под действием возвратных пружин 6. Регулирование хода каретки (шага подачи) осуществляется при помощи регулировочного винта 4.
[c.102]
Его привод осуществляется от верхней плиты штампа. Лента подается в рабочую зону во время движения ползуна пресса и верхней плиты штампа вверх. Толкатель /, установленный на тяге 2, поворачивает рычаг 8, который другим концом подает каретку 7 с лентой вперед. Лента прижимается к каретке передним кулачком 3. Второй кулачок, закрепленный на задней стенке 5 механизма, является фиксирующим при движении каретки в исходное положение (ход вниз) под действием возвратных пружин 6. Регулирование хода каретки (шага подачи) осуществляется при помощи регулировочного винта 4.
[c.102]
Для валковых механизмов специализированных прессов-автоматов создан специальный узел, позволяющий сократить продолжительность и увеличить точность регулирования усилия прижима (рис. 54). Кронштейн 5 узла установлен на корпусе подачи 1 и имеет регулировочный винт 6 и шкалу прижимного усилия 9.. Колонки 4 закреплены в общей опорной плите 7, на которой установлен указатель 8.
 В кронштейн 2 верхнего прижимного валка упираются пружины 3. Передаваемые ими усилия изменяются прИ перемещении плиты 7. Необходимое усилие прижима валков при- данной ширине подаваемой ленты выбирается по номограмме-
[c.107]
В кронштейн 2 верхнего прижимного валка упираются пружины 3. Передаваемые ими усилия изменяются прИ перемещении плиты 7. Необходимое усилие прижима валков при- данной ширине подаваемой ленты выбирается по номограмме-
[c.107]Рабочий узел пресса — ползун (см. рис. 6.1.3), состоящий из корпуса ползуна 14, разъемного шатуна 23 и регулировочного винта шатуна 22. Шаровая опора винта шатуна соединена с ползуном через опору 16 я крепится гайкой.
Практически регулирование зазора осуществляется посредством прокладок, регулировочного винта или регулировочной гайки. Демонтаж подшипников качения производится под прессом или специальными съемниками. [c.468]
Для индивидуальной регулировки закрытой высоты на каждой отдельной позиции пресса имеется винт. Последний поворачивается воротком и представляет собой обычное регулировочное устройство. [c.104]
Для контроля пределов регулировки на направляющих ползуна пресса делается специальная шкала, а на ползуне пресса против этой шкалы устанавливается стрелочный указатель. Во избежание поломки механизма регулировки при выведении ее до предела, на прессах устанавливаются специальные конечные выключатели, автоматически отключающие электродвигатель механизма регулировки при подходе ее к верхнему или нижнему пределам. У двух и четырехкривошипных прессов простого действия механизм регулировки обеспечивает одинаковую регулировку всех шатунов, что исключает возможность перекоса ползуна в его направляющих. У прессов двойного действия, напротив, специально обеспечивается возможность индивидуальной регулировки каждой точки подвески наружного (прижимного) ползуна, чем обеспечивается возможность регулирования силы зажатия заготовки материала по ее периметру. Ввиду такой независимой регулировки закрытой высоты у наружного ползуна прессов двойного действия, она обычно делается ручной, даже у самых крупных и мощных прессов. Плавность регулировки обеспечивается весьма малым шагом резьбы у регулировочных винтов, что позволяет доводить точность регулировки до сотых долей миллиметра.
Во избежание поломки механизма регулировки при выведении ее до предела, на прессах устанавливаются специальные конечные выключатели, автоматически отключающие электродвигатель механизма регулировки при подходе ее к верхнему или нижнему пределам. У двух и четырехкривошипных прессов простого действия механизм регулировки обеспечивает одинаковую регулировку всех шатунов, что исключает возможность перекоса ползуна в его направляющих. У прессов двойного действия, напротив, специально обеспечивается возможность индивидуальной регулировки каждой точки подвески наружного (прижимного) ползуна, чем обеспечивается возможность регулирования силы зажатия заготовки материала по ее периметру. Ввиду такой независимой регулировки закрытой высоты у наружного ползуна прессов двойного действия, она обычно делается ручной, даже у самых крупных и мощных прессов. Плавность регулировки обеспечивается весьма малым шагом резьбы у регулировочных винтов, что позволяет доводить точность регулировки до сотых долей миллиметра.
Способ регулировки — перемещение по высоте стола пресса применяется главным образом у прессов с открытой станиной. Регулировка обеспечивается введением в конструкцию стола специального регулировочного винта (см. фиг. 5, И). Иногда такая регулировка стола делается более грубой, с расчетом на более точную установку нужной закрытой высоты при помощи изменения положения ползуна. В этом случае стол крепится к станине пресса болтами, вхо-140 [c.140]
Привод механизма регулировки глубины засыпки от индивидуального электродвигателя через червячный редуктор и регулировочный винт, поднимающий или опускающий раму прессующего механизма и изменяющий тем самым глубину засыпки массы в матрицу. [c.104]
Зазор регулируют с помощью прокладок, регулировочного винта или гайки. Демонтаж подшипников качения производят под прессом или специальными съемниками. [c.373]
Основным элементом механизма является установочный (регулировочный) винт, при помощи которого увеличивают длину шатуна, изменяя положение точек подвески ползуна.
Причинами прекращения подачи смазки к отдельным точкам могут быть излом коромысла или кулачка, поломка поршней насоса или значительная выработка поршней и цилиндров, засорение в каналах, где присоединены маслопроводы к цилиндрам, отверстий насосов и очистительных сеток, самопроизвольное вывинчивание регулировочных винтов в коромыслах, засорение, перегиб или обрыв маслопроводов, либо замерзание в них масла, сильный пропуск шарика, капсюля или прорыв диафрагмы обратного клапана, произвольное открытие контрольного отверстия обратного клапана.
Применяют для поднятия грузов (домкраты), создания больших усилий (прессы, нажимные устройства и т. п.) и получения точных перемещений (ходовые винты станков, измерительные приборы, делительные и регулировочные устройства). [c.373]
Эти качества винтовых передач определяют область их применения в механизмах, где необходимо создавать большие усилия — домкраты, прессы и т.д. и в механизмах точных перемещений — ходовые винты металлорежущих станков, установочные и регулировочные механизмы приборов. [c.302]
Основной недостаток передачи — низкий КПД. В соответствии с этим передачу винт — гайка применяют в механизмах, где необходимо создавать большие силы Ра (домкраты, прессы и т. п.), а также в механизмах точных перемещений (механизмы подачи станков, измерительные, установочные и регулировочные механизмы).
[c.311]
п.), а также в механизмах точных перемещений (механизмы подачи станков, измерительные, установочные и регулировочные механизмы).
[c.311]
Передачи винт-гайка благодаря их достоинствам применяют в самых различных машиностроительных конструкциях, как, например, в подъемно-транспортных машинах (домкраты, механизмы изменения вылета кранов, печные толкатели), в станках (механизмы подачи рабочих инструментов и осуществления точных делительных перемещений), в измерительных приборах (механизмы для точных перемещений, регулирования и настройки), в прокатных станах (нажимные винты, регулировочно-установочные механизмы подшипников), в винтовых прессах и др.
На двухкривошппных прессах применяют. механизм, схема которого показана на рис. 35, б. Подъем ползуна 4 производится электродвигателем 2 через червячные редукторы 1 и 5. Червячные шестерни редукторов 1 закреплены шпонками на винтах 3 шатунов. Площадка 6, на которой смонтирован механизм подъема ползуна, удерипвается на регулировочных винтах шатунов. [c.537]
[c.537]
МВТУ им. Н. Э. Баумана совместно е Молдавским ПО Точ-литмаш разработало устройство СПЗС-4, принципиальная схема которого приведена на рис. 3.46. Устройство работает следующим образом по сигналу конечного выключателя 10, после перекрытия пресс-поршнем 1 заливочного окна камеры прессования 3, срабатывает гидрораспределитель 4, обеспечивающий подачу гидрожидкости из системы машины литья под давлением в нешто-ковую полость П насоса 5. С этого момента начинается вытеснение смазочного материала через форсунку 2 в свободный объем камеры прессования над зеркалом расплава. Масса дозы смазочного материала, вытесняемого насосом за цикл, устанавливается регулировочным винтом 7. Лампочка 9 загорается по сигналу [c.106]
В шарнирно-рычажном гидравлическом механизме (рис. 4.18, б) для фиксации стержней в пресс-форме шток 9 гидроцилиндра 10 двойного действия соединен через регулировочный винт с тягой 17 и через ось 18 с шатуном 16, на другом конце которого посажены на одну ось шарниры 12 и 14.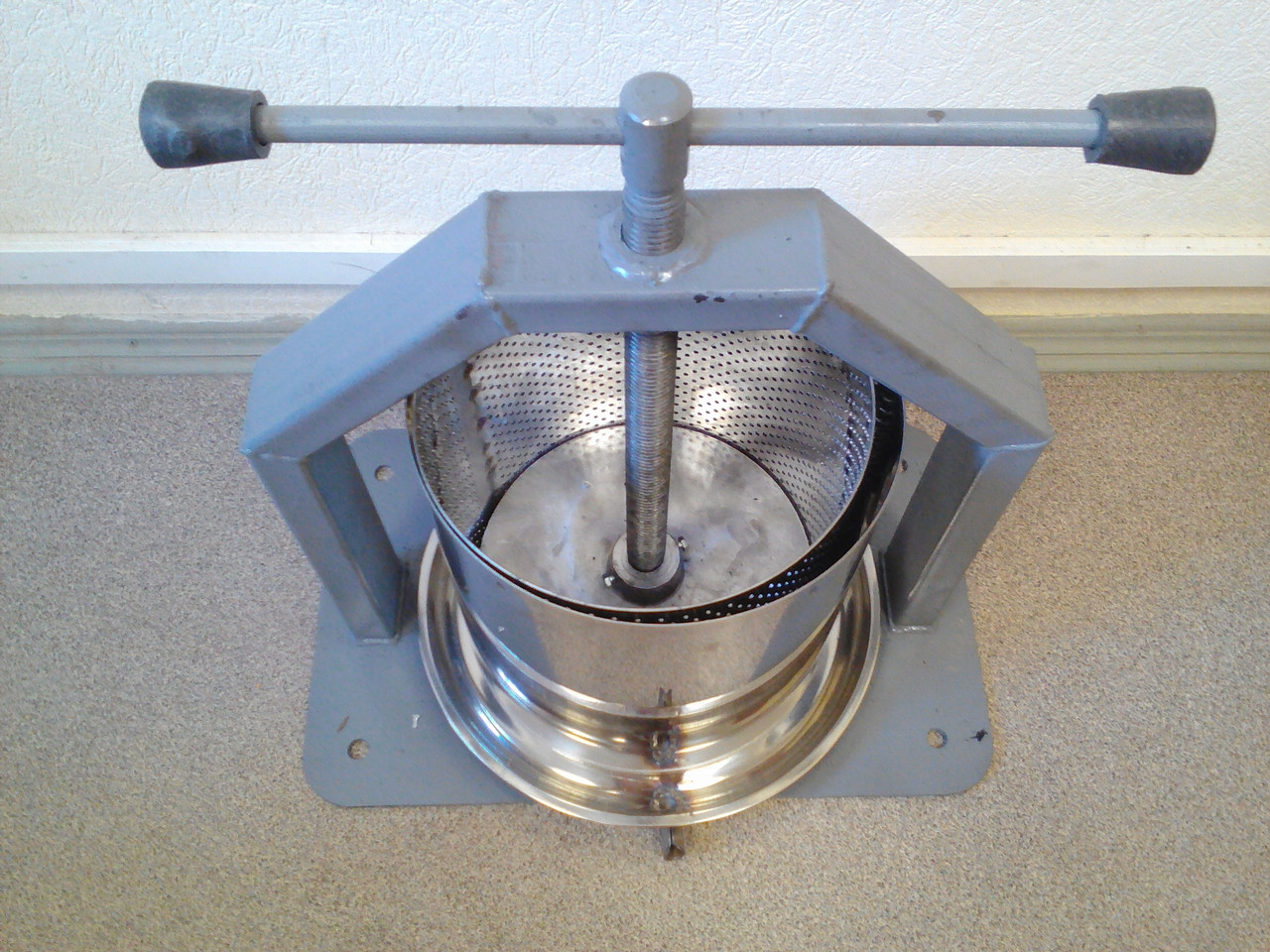 Шарниры соединены с прмощью опорной плиты 15 на пресс-форме. При опускании штока 9 шатун 16 движется вниз. Шарнир 12, жестко закрепленный в корпусе 13, совершает только вращательное движение, а шарнир 14 — вращательное и поступательное движения, перемещая ползун 11 вместе с закрепленным в нем стержнем. При крайнем нижнем положении шатуна 16 шарниры 12 и 14 встают в распор, что Обеспечивает жесткую фиксацию стержня в пресс-форме.
[c.145]
Шарниры соединены с прмощью опорной плиты 15 на пресс-форме. При опускании штока 9 шатун 16 движется вниз. Шарнир 12, жестко закрепленный в корпусе 13, совершает только вращательное движение, а шарнир 14 — вращательное и поступательное движения, перемещая ползун 11 вместе с закрепленным в нем стержнем. При крайнем нижнем положении шатуна 16 шарниры 12 и 14 встают в распор, что Обеспечивает жесткую фиксацию стержня в пресс-форме.
[c.145]
ВИНТОМ и ползуном находились бы в нижнем положении, а » атем уже установить на стол пресса блок штампа. После этого хвостовик 10 штампа вставляют в призматический паз ползуна и закрепляют его призматическим прижимом. Затем с помощью специального гаечного ключа поворачивают влево регулировочный винт ползуна и очень осторожно опускают вниз ползун с верхней плитой 4 и пуансо-подержателем 5 в такое положение, чтобы сохранился приближенный размер, равный толщине вырубаемой ленты, между пуансоном 3 и пуансоном 2. Убедившись, что размер соответствует заданной толщине заготовки, нижнюю плиту 1 штампа закрепляют с двух сторон прижимами, а регулировочный винт ползуна с помощью гаечного ключа слегка поворачивают вправо и закрепляют его в ползуне специальной гайкой. После этрго включают автоматическую систему пресса, нажимают ногой педаль и приступают к штамповке (вырезке) зубьев ножовочных полотен в ленте.
[c.167]
После этрго включают автоматическую систему пресса, нажимают ногой педаль и приступают к штамповке (вырезке) зубьев ножовочных полотен в ленте.
[c.167]
На отечественных и зарубежных заводах применяют гидропневматические предохранители на ползунах крупных прессов. Работа таких устройств основана на установке гидроподушек под регулировочными винтами. Вид такой подушки представден на рис. 61. Регулировочный винт 1 опирается на гайку 2, которая во время регулировки может вращаться с помощью червячного зубчатого колеса 3 и перемещаться вниз или вверх относительно винта вместе с подушкой и ползуном 8. В цилиндр 7 подается масло по трубе 10, которое создает в пространстве Сдавление 19,7—24,5 МПа (200—250 кгс/см ). [c.99]
Отличительная особенность пресса — наличие специальных регулируемые упоров для точного ограничения рабочего хода подвижной поперечины (В. В. Будыковский, М. Г. Бранденбургский и др. Авторское свидетельство № 421544. — Бюллетень Открытия, изобретения, промышленные образцы, товарные знаки , 1974 г, № 12). Упоры состоят из полых стоек 6 с неподвижно закрепленными в них силовыми гайками 7, несущими винты 8. Положение поперечины 20 в конце штамповки определяется подпятниками 9, размещенными в цилиндрических гнездах стоек 6 и опирающимися на винты 8. В нижней части винтов выполнены шлицевые пазы, на которые посажены приводные шестерни 4. Для одновременного перемещения регулируемых упоров на корпусе нижнего 1 выталкивателя установлен блок шестерен 2, связанный коническим 24 венцом через шестерню 23 с мотор-редуктором 22 и цилиндрическим 25 венцом через паразитную шестерню 3 с шестернями 4. Таким образом, приводные шестерни разгружены в осевом направлении и сообщают регулировочным винтам 8 одинаково направленное синхронное движение.
[c.51]
Упоры состоят из полых стоек 6 с неподвижно закрепленными в них силовыми гайками 7, несущими винты 8. Положение поперечины 20 в конце штамповки определяется подпятниками 9, размещенными в цилиндрических гнездах стоек 6 и опирающимися на винты 8. В нижней части винтов выполнены шлицевые пазы, на которые посажены приводные шестерни 4. Для одновременного перемещения регулируемых упоров на корпусе нижнего 1 выталкивателя установлен блок шестерен 2, связанный коническим 24 венцом через шестерню 23 с мотор-редуктором 22 и цилиндрическим 25 венцом через паразитную шестерню 3 с шестернями 4. Таким образом, приводные шестерни разгружены в осевом направлении и сообщают регулировочным винтам 8 одинаково направленное синхронное движение.
[c.51]
Более крупные прессы имеют обычно механическую систему регулировки с приводом от специального реверсивного электродвигателя. Вращение винту шатуна сообщается через коническую шестеренную или червячную передачу (фиг. 109). Самопроизвольное разлаживание установленной регулировки предупреждается специальными стопорными приспособлениями, заклинивающими или затягивающими регулировочные винты. При наличии механической регулировки пуск и остановка регулировочного электродвигателя осуществляется с помощью кнопок, располагаемых отдельно от основных кнопок управления прессом.
[c.140]
При наличии механической регулировки пуск и остановка регулировочного электродвигателя осуществляется с помощью кнопок, располагаемых отдельно от основных кнопок управления прессом.
[c.140]
На рис. 3.49 показан приводной роликовый конвейер для транспортирования полуфабрикатов между прессами, установленными в автоматическую линию. Ролики 7 смонтированы на сварной раме 3, которая на четырех катках 8 установлена на рельсах 4. Регулирование уровня конвейера относительно пола обеспечивается регулировочными винтами 10. Рама факсируется относительно пресса с помощью специальных стопорных винтов. [c.135]
На рис. 256 показана четырнадцатиотводная пресс-масленка. В дне корпуса 4 пресс-масленки установлены в два ряда четырнадцать однопоршневых насосиков, каждый из которых состоит из цилиндрика 2, прикрепленного шпильками к корпусу, и поршенька 5. В верхней части поршенек имеет утолщение с углублением, куда входит шаровой палец кулачка 3, укрепленного на распределительном валу 6. Стержень поршенька проходит через отверстие к верхней стенке корпуса пресс-масленки, где установлен регулировочный винт 22. На поршенек с обеих сторон утолщенной части надеты пружины. Распределительный вал 6, установленный во фланцах, прикрепленных к торцовым стенкам корпуса, получает качательное движение и перемещение вдоль оси от храпового механизма через рычаг 7, насаженный на вал. При помощи кулачков 3 это движение передается поршеньком.
[c.361]
Стержень поршенька проходит через отверстие к верхней стенке корпуса пресс-масленки, где установлен регулировочный винт 22. На поршенек с обеих сторон утолщенной части надеты пружины. Распределительный вал 6, установленный во фланцах, прикрепленных к торцовым стенкам корпуса, получает качательное движение и перемещение вдоль оси от храпового механизма через рычаг 7, насаженный на вал. При помощи кулачков 3 это движение передается поршеньком.
[c.361]
Пресс-масленка должна быть отрегулирована на подачу смазки в пределах норм расхода, установленных для данного паровоза. Подачу смазки к смазываемым точкам на паровозах основных серий, как правило, распределяют в соотношении в золотники 60%, в цилиндры 30% и к поршневым сальникам 10%. На паровозах, имеющих подвод смазки также к золотниковым сальникам и параллелям, это соотношение несколько изменяется. Регулировку подачи смазки по отдельным насосикам пресс-масленки производят регулировочными винтами 16 (см. рис. 254) и 22 (см. рис. 256). Эту регулировку делают только в депо на регулировочном столе. Общая же подача смазки пресс-масленкой регулируется изменением числа оборотов вала перестановкой поводка привода в различные отверстия рычага храпового механизма. При этом укорочение рычага дает увеличение, а удлинение — сокращение подачи смазки. Привод пресс-масленки осуществляется от кулисы или маятника, а иногда и от сцепного колеса.
[c.364]
рис. 256). Эту регулировку делают только в депо на регулировочном столе. Общая же подача смазки пресс-масленкой регулируется изменением числа оборотов вала перестановкой поводка привода в различные отверстия рычага храпового механизма. При этом укорочение рычага дает увеличение, а удлинение — сокращение подачи смазки. Привод пресс-масленки осуществляется от кулисы или маятника, а иногда и от сцепного колеса.
[c.364]
Вал подачи 9 получает вращение от трещотки, связанной чаще всего с маятником, и поэтому его частота вращения, а значит и частота подачи смазки пропорциональны пути, проходимому паровозом, т. е. числу движений и оборотов дышлового и кулисного механизмов, прочих деталей паровой машины и колесных пар. Следовательно, чем больший путь пройдет паровоз, тем больше будет подано смазки к трущимся местам. Кроме того, каждый насос в пресс-апнарате имеет регулировочный винт 4. Чем больше он вывернут, тем меньше ход плунжера и соответственно меньше подача смазки за один оборот вала подачи. Благодаря этому к каждому месту потребле- p . lj3J6. Принципиальная схема иония подачу смазки за один обо- дачи смазки под давлением
[c.177]
Благодаря этому к каждому месту потребле- p . lj3J6. Принципиальная схема иония подачу смазки за один обо- дачи смазки под давлением
[c.177]
На эксцентриковую или кривошипную шейку главного вала надевается шатун (см. рис. 20) своей верхней частью. Нижняя часть шатуна у большинства прессов имеет внутреннюю резьбу для ввертывания винта с шаровой опорой. Направляющие ползуна сделаны на станине пресса. Для регулирования зазора между ползуном и направляющими имеются регулировочные болты. У прессов усилием до 980,7 кН (100 тс) в нижней плоскости ползуна ймеется отверстие для крепления хвостовика штампа. Нижняя полость ползуна, к которой крепится верхняя часть штампа, должна быть параллельна плоскости стола. [c.37]
На рис. 4.7 показана схема гндропневматического предохранителя. Винт 1 шатуна с одной стороны связан с регулировочной ганкой 2, а с другой—через плунжер п ujaTyH — с коленчатым валом пресса. Гайка нижним торцом опирается на поршень 3, под которым находится гидравлическая подушка. Цилиндр 4 крепят к опорной плите ползуна 5. Под поршень запорного клапана 6 поступает сжатый воздух. Давление воздуха в ресивере 12 регулируется редукционны.м клапаном, так что предохранитель можно настраивать на любое усилие, допускаемое характеристикой пресса. При нагрузке, превышающей усилие (например, 1,ЗР ), на которое отрегулирован предохранитель, поршень 3 опускается вниз.
[c.90]
Цилиндр 4 крепят к опорной плите ползуна 5. Под поршень запорного клапана 6 поступает сжатый воздух. Давление воздуха в ресивере 12 регулируется редукционны.м клапаном, так что предохранитель можно настраивать на любое усилие, допускаемое характеристикой пресса. При нагрузке, превышающей усилие (например, 1,ЗР ), на которое отрегулирован предохранитель, поршень 3 опускается вниз.
[c.90]
Отвернув шпильки 15, снимают из корпуса трансформатор 14. С вала ротора снимают сепаратор подшнг1ника 11, отвернув винт 20, на прессе спрессовывают с вала внутреннее кольцо подшипника вместе с кулачком 21. Затем снимают маслоотбойную 23 и регулировочную 24 шайбы. [c.147]
Передачи винт — гайка применяют в различных машинах и механизмах для преобразования вращательного движения в поступательное в ряде случаев эти передачи используют для получения большого вы-игрьшза в силе. Достоинства передач винт — гайка возможность получения медленного движения и высокой точности перемещений при простой и недорогой конструкции передачи, большая несущая способность и компактность. Недостаток передачи — низкий к. п. д. Передачи винт — гайка применяют в самых различных машиностроительных конструкциях, таких, например, как подъемно-транспортные машины (домкраты, механизмы изменения вылета кранов, печные толкатели), станки (механизмы подачи рабочих инструментов и осуществления точных делительных перемещений), измерительные приборы (механизмы для точных перемещений, регулирования и настройки), прокатные станы (нажимные винты, регулировочно-установочные механизмы подшипников), винтовые прессы и др.
[c.262]
Недостаток передачи — низкий к. п. д. Передачи винт — гайка применяют в самых различных машиностроительных конструкциях, таких, например, как подъемно-транспортные машины (домкраты, механизмы изменения вылета кранов, печные толкатели), станки (механизмы подачи рабочих инструментов и осуществления точных делительных перемещений), измерительные приборы (механизмы для точных перемещений, регулирования и настройки), прокатные станы (нажимные винты, регулировочно-установочные механизмы подшипников), винтовые прессы и др.
[c.262]
Эффективный и надежный промышленный продукт винт нержавеющей стали фруктовый сок пресс
Вы ищете надежных. винт нержавеющей стали фруктовый сок пресс для повышения производительности и увеличения срока службы? Alibaba.com предлагает одни из самых популярных и продвинутых. винт нержавеющей стали фруктовый сок пресс, которые очень эффективны и являются очень устойчивыми для вашего бизнеса.Эти. винт нержавеющей стали фруктовый сок пресс надежны и представлены в различных вариантах, адаптированных к вашим требованиям. Покупайте эти блестящие машины у ведущих поставщиков по привлекательным ценам и выгодным предложениям.
Эти. винт нержавеющей стали фруктовый сок пресс чрезвычайно надежны и изготовлены из прочных металлов, что способствует их долговечности без ущерба для качества работы. винт нержавеющей стали фруктовый сок пресс на сайте имеют сертификаты FDA, LFGB и ISO, что гарантирует качество и подлинность продукции одновременно. Эти. винт нержавеющей стали фруктовый сок пресс может извлекать соки как из фруктов, так и из овощей, что делает их чрезвычайно удобными. Самое приятное то, что эти машины потребляют мало электроэнергии, что снижает расходы на электроэнергию.
. винт нержавеющей стали фруктовый сок пресс на Alibaba.com доступны в нескольких различных вариантах в зависимости от размера, веса, емкости, а также поставляются с другими дополнительными функциями. Файл. винт нержавеющей стали фруктовый сок пресс машины доступны в различных цветах и формах, и их можно легко перенести в любое место. Вы можете настроить их. винт нержавеющей стали фруктовый сок пресс на фабриках, в магазинах, на кухнях или в любых других коммерческих заведениях в соответствии с вашими требованиями. Они очень просты и безопасны в использовании. Они могут сделать ваши соки намного вкуснее, сохранив свежесть.
Alibaba.com предлагает широкий спектр. винт нержавеющей стали фруктовый сок пресс, которые, безусловно, могут соответствовать вашим требованиям и помогут вам сэкономить деньги. Эти продукты разработаны с использованием передовых технологий, и вы также можете воспользоваться такими услугами, как индивидуальные логотипы, упаковка и многое другое, наряду с заказами OEM и ODM.
 Эти. винт нержавеющей стали фруктовый сок пресс надежны и представлены в различных вариантах, адаптированных к вашим требованиям. Покупайте эти блестящие машины у ведущих поставщиков по привлекательным ценам и выгодным предложениям.
Эти. винт нержавеющей стали фруктовый сок пресс надежны и представлены в различных вариантах, адаптированных к вашим требованиям. Покупайте эти блестящие машины у ведущих поставщиков по привлекательным ценам и выгодным предложениям. | Наименование компонента у производителя | AS Прижимной винт Ø19мм/11,1мм для гидравлического пресса 1шт | |
| Дополнительное описание | 0 | |
| Серия | AS | |
| Вид продукции | _F_632201 | |
| Тип продукции | Rittal Automation Systems | |
| Группа продукции | Логистические приспособления и инструменты | |
| Код группы изделий | _F_632201 | |
| Кол-во в упаковке | 1 | |
| Комплект поставки | ||
| Страница в каталоге 35 (NEW) & VX25 | 897 | |
| Примечание | 0 | |
| Альтернативное название | ||
| Страна происхождения | Германия | |
| Сертификация RoHS | ||
| Код EAN / UPC | 4028177808973 | |
| Код GPC | ||
| Код в Profsector.com | FR29.202.3.4400 | |
| Статус компонента у производителя | S |
ВИНТ – ИЗ ПРЕСС-ФОРМЫ | МОДЕЛИСТ-КОНСТРУКТОР
Для того чтобы сделать пресс-форму, сначала нужно решить, какой винт требуется для вашей модели. Например, для таймерной с двигателем КМД с успехом подойдет пропеллер 200х100 (принятое обозначение диаметра и шага винта), для кордовой пилотажной с тем же мотором — 220х100, а для «бойцовки» — 180—190х100. Чтобы не делать нескольких пресс-форм, лучше заранее заложить универсальный пропеллер 220х100, чтобы затем по необходимости лишь подрезать отлитые винты по диаметру. Эталонный винт, используемый при формовке матрицы, выпиливают из стеклотекстолита толщиной 10 мм.
Половины корпуса пресс-формы (глубина выборок – 11 мм; отверстия Ø 8 мм сверлить совместно в сборе).
Половины корпуса пресс-формы выфрезеровывают из стали, чугуна или дюралюминия. В любом случае эти детали должны быть очень жесткими, так как в процессе формовки их стягивают болтами со значительным усилием. Половины тщательно подгоняют друг к другу, чтобы между ними не было зазора. По концам заготовок сверлят отверстия под болты М8. Стянув детали корпуса, сверлят отверстия под макетную ось винта, а затем и каналы для заливки формы. Полости выполняются фрезерованием.
Пресс-форма в сборе.
Последовательность операций по заливке пресс-формы.
Эталонный воздушный винт задней частью прижимают к листу оргстекла толщиной 4—5 мм с помощью макетной оси. Свободное пространство между лопастями и стеклом заполняют пластилином. Таким образом получается пуансон передней части пропеллера. Готовая часть формы по рабочим поверхностям покрывается разделительным слоем мастики или мыльной эмульсии. Сверху накладывается половина корпуса пресс-формы, и через отверстия заливается «смесь», составленная из эпоксидной смолы с наполнителем (алюминиевой пудрой).
После отверждения смолы стекло убирают, воздушный винт вынимают, одновременно тщательно счистив весь пластилин. Затем, смазав разделительным слоем и винт, и уже готовую часть матрицы, болтами стягивают обе половины. Свободные объемы заливают новой порцией «смеси». Дождавшись отверждения связующего, детали разбирают и контролируют качество формообразующих поверхностей. Пресс-форма готова.
Для формовки воздушного винта нарезают стеклонити необходимой длины (1,5 диаметра винта), отжигают их в духовке или на плитке или же промывают в бензине и ацетоне для удаления парафина. Нити собирают в «жгутики» и пропитывают их эпоксидной смолой. Разместив данные «заготовки» в матрице, стягивают ее болтами. Лишняя смола должна выдавиться по канавкам. Количество стеклонити и смолы определяется практическим путем. Если волокна мало, винт получится слишком хрупким и может разорваться при запуске или в полете. Извлеченные винты обрабатывают по кромкам и балансируют. Нужно не забывать, что при всех работах со смолами необходимо защищать руки резиновыми перчатками или специальными составами, закрывающими поры на коже рук. Желательно и применение вытяжного шкафа.
С. КАРЛОВ, руководитель кружка, Алма-Атинская обл. СЮТ
Рекомендуем почитать
- КЛЮЧ НА МЕСТЕ
При работе с электродрелью часто теряется ключ от ее патрона. Он всегда будет под рукой, если примотать его изолентой к кабелю питания на расстоянии 0.5…0.6 м от рукоятки. В…. - КОНСТРУИРУЕМ… САЛФЕТКИ
Современные полированные поверхности обеденного стола, журнального столика или подцветочной тумбочки жалко прятать под скатерть или другие накрывашки. Хорошие хозяйки предпочитают…
Шатун для пресса
|
№ п/п |
Наименование |
Технические характеристики |
|
1 |
|
В состав шатуна входит: |
|
2 |
Матрица 6-ти ручьевая на 2500 и пуансон 2500 (наборный 5 шт.) ИВ 1330, ИТ 1330, ИГ 1330, И 1330 |
Матрица 6-ти ручьевая |
* ШАТУН является ответственным элементом пресса, посредством которого осуществляется передача усилия со стороны ползуна на коленчатый вал.
Имеются следующие особенности шатуна: Внутренняя резьба трап. 100х12 в корпусе и фланце нарезается в сборе при установленных полукольцах, поэтому ослаблять 6 винтов надо только после того как шатун уже собран с винтом. После установки шатуна на пресс надо отпустить шесть винтов, достать два стальных полукольца и поджать шесть винтов, при этом боковой зазор в осевом направлении резьбы трап. 100х12 выбирается до нуля. Замеряется (концевые меры + щупы) фактический размел щели где стояли полукольца и по нему с учетом = этот размер + 0,05 мм на плоскошлифовальном станке шлифуются полукольца. После чего опять ослабляются винты и полукольца устанавливают на место. Вся процедура для того чтобы свести до минимума боковой зазор в резьбовом соединении и исключить люфт при возвратно-поступательных движениях ползуна пресса. Необходимо проверить, чтобы диаметр резьбы был именно 100 мм (замеряйте винт), так как был период, когда выпустили партию прессов с резьбой 110х12.
Бывают случаи, когда при разрушении шатуна, а это происходит, как правило, когда пресс сработает «В распор» т.е. предварительно не проверив межштамповое пространство включют рабочий ход. (ранее гнули лист 2 мм а вы подставили на том же ручье лист 6мм) большой винт деформируется или «плывет » профиль резьбы), поэтому рекомендуем все-таки брать и большой винт.
Инструментальная оснастка, в частности для гидравлического листогибочного пресса – это матрица и пуансон, играет ключевую роль в формообразовании. Иногда для производства деталей необходимо иметь достаточно широкий набор матриц и пуансонов, для осуществления множества технологических переходов, состоящих из оригинальных форм, или просто не проходящих по геометрии.
Фанерование в винтовых прессах — Фанеровальные работы
Фанерование в винтовых прессах
Категория:
Фанеровальные работы
Фанерование в винтовых прессах
В зависимости от характера привода винтовые прессы подразделяют на прессы с ручным и электрическим приводом.
Винтовые прессы с ручным приводом изготовляют одно-, двух- и трехсекционными. Трехсекционный пресс с выдвижными нижними платформами показан на рис. 65. Он состоит из рамы с тремя винтами, закрепленными в верхней балке. К винтам подвешены верхние подвижные плиты. Под плитами установлены выдвижные платформы, которые позволяют формировать пачки пакетов вне пресса.
Рис. 1. Трехсекционный фанеровочный винтовой пресс: 1 — рама, 2 — штурвалы для перемещения верхней плиты, 3 — винты, 4 — рычаг для затягивания винтов, 5 —верхние подвижные плиты, 6 — нижние выдвижные платформы
Преимуществом трехсекционных прессов является то, что каждая из секций может работать самостоятельно, а при фанеровании больших поверхностей нижние платформы могут быть соединены в одну. В прессах такой конструкции для ускорения подъема и опускания подвижной плиты предусмотрен штурвал, а для затягивания винта служит рычаг.
Винтовые прессы с ручным приводом малопроизводительны и требуют применения физического труда.
На рис. 2 дана конструкция винтового пресса с электроприводом. Пресс имеет основание с двумя опорами для силовых винтов, верхнюю подвижную траверсу с закрепленными на ней гайками, механизм привода силовых винтов, смонтированных в основании пресса, ременную передачу и электродвигатель.
Для облегчения подачи пачки пакетов в пресс и удаления ее из пресса основание его снабжено роликовыми шинами.
Пресс приводится в действие следующим образом. Электродвигатель вращает через ременную передачу горизонтальный вал с червяками, приводящими в движение червячные колеса, соединенные с силовыми винтами. Силовые винты через гайки сообщают подвижной траверсе поступательное движение вверх или вниз, в зависимости от направления вращения электродвигателя.
Величину давления, развиваемого механическим прессом с электроприводом, определяют по ваттметру, шкала которого отградуирована на величины давления, соответствующие затрачиваемой на их создание мощности электродвигателя.
Прессы с электроприводом создают удельное давление при максимальной площади фанеруемых поверхностей обычно в пределах от 6 до 10 кгс/см2.
Процесс фанерования подготовленной основы в винтовых прессах состоит из операций формирования пакета, его загрузки в пресс, запрессовки, затем распрессовки и удаления из пресса. Схема формирования пакета при фанеровании в прессах остается такой же, как указывалось выше. Однако фанерование в два слоя в прессах можно производить за один прием, т. е. наклеивать сразу на основу черновую и лицевую облицовки. При этом .в процессе формирования пакета клей наносят на обе стороны черновых облицовок, которые укладывают на основу и покрывают чистовыми облицовками.
Фанерование в винтовых прессах производят в следующем порядке. Пачку сформированных пакетов помещают на нижнюю платформу пресса и вращением силового винта при помощи рычага или включением электропривода создают нужное давление. После необходимой выдержки давление снимают и пачку выгружают из пресса.
Рис. 2. Фанеровочный двухвинтовой пресс с электроприводом: 1 — основание, 2 — опоры силовых винтов, 3 — верхняя подвижная траверса, 4 — гайки силовых винтов, 5 — силовые винты, 6 — роликовые шины, 7 — механизм привода силовых винтов, 8—ременная передача, 9 — электродвигатель
Рис. 3. Кинематическая схема двухвинтового пресса с электроприводом: 1 — червяк, 2 — червячное колесо, 3 —> силовой винт, 4 — гайка, 5 — подвижная траверса, 6 — горизонтальный вал, 7 — ременная передача, 8 — электродвигатель, 9 — муфта
Производительность пресса резко снижается, если пачка фанеруемых деталей находится в прессе под давлением в течение всего периода времени, необходимого для полного отверждения клея. Чтобы увеличить производительность пресса, под пачку помещают ряд стальных балочек, концы которых выступают за ее края. Такой же ряд балочек укладывают и сверху пачки. После запрессовки концы верхних и нижних балочек, между которыми находится пачка, стягивают специальными винтовыми стяжками, снимают давление, удаляют пачку из пресса и выдерживают ее в стяжках, освобождая пресс для следующей пачки.
Формируют и транспортируют пакеты к прессу и от пресса на специальных тележках, высота которых равна высоте нижней платформы пресса. Площадки тележек снабжены роликовыми шинами для облегчения загрузки и выгрузки пачек. Загрузочная тележка перемещается обычно по рельсовому пути при помощи электродвигателя, а разгрузочная, к месту выдержки пакетов, — вручную. Очередную пачку пакетов подготовляют во время запрессовки предыдущей. Если у пресса нижняя платформа выдвижная, то пакеты формируют непосредственно на ней.
Реклама:
Читать далее:
Фанерование в гидравлических прессах
Статьи по теме:
Механический винтовой прессTinyTech | Engineering For Change
Описание продукта Торговая марка и описание продукта
Механический винтовой пресс TinyTech — это ручной пресс с винтовым зажимом, который используется для удаления масла из смесей пальмовых фруктов и волокон. Пресс состоит из винта, который толкает пластину в цилиндрическую перфорированную клетку. Приложенное давление заставляет масло вытекать, и оно собирается нижним поддоном. Есть две перфорированные клетки, которые выполняют операцию одновременно, чтобы сэкономить время и избежать потерь.
Целевые регионы Целевые регионы для распространения / внедрения (указаны по странам, если они указаны)
Основной целевой страной является Индия, но механический винтовой пресс может быть экспортирован в 114 стран по всему миру
Дистрибьюторы / внедряющие организации Организации, распространяющие / развертывающие этот продукт непосредственно среди сообществ / отдельных лиц? »
Рекомендуемая рыночная розничная цена Цена за единицу или стоимость услуги за использование / условия (долл. США).Субсидии отмечены.
1250 USD Собеседование с представителем.
Конкурентная среда На рынке имеются аналогичные продукты. Не может быть исчерпывающим списком.
Целей устойчивого развития Целей устойчивого развития (ЦУР) Организации Объединенных Наций, направленных с помощью этого продукта / приложения / услуги
Цель 8: Содействие поступательному, инклюзивному и устойчивому экономическому росту, полной и производительной занятости и достойной работе для всех
Целевой пользователь (ы) ) Целевая база пользователей / потребителей (страна, сегмент дохода)
Малые предприятия в сельской местности, небольшие производители пальмовых фруктов
Методы производства / строительства Подробная информация о методе производства раствора или конструкции (инструкции, возможности массового производства , на заказ и т. д…)
Механические винтовые прессы собраны в Гуджарате, Индия. Интервью с представителем.
Интеллектуальная собственность продукта Открытый исходный код / IP-защита (обратите внимание на патент) / коммерческая тайна / другое?
Открытый исходный код Интервью с представителем
User Provision Model Где конечные пользователи могут приобрести / приобрести продукт?
Распространение на сегодняшний день Количество единиц, которые были развернуты, загружены или пользователей на сегодняшний день
50-80 Интервью с представителем
Поля, отмеченные , представляют собой исходные значения, которые были оценены производителем или третьей стороной, все другие являются проектными спецификациями.
Типы сырьяСписок культур, из которых эта технология может извлекать масло
Объем произведенного масла (л)Количество добытого масла, в литрах
400-500 литров в день Интервью с представителем
Производительность: скорость подачи сырья (кг / час)Количество продукции, которое может быть подвергнуто крекингу для извлечения нефти, измеряется в килограммах в час
Источник энергииКак работает технология?
Мощность привода двигателя (кВт)Какова номинальная мощность двигателя, работающего с оборудованием, измеренная в киловаттах
Технические характеристики конструкции Обзор компонентов и операций, включая мощность, портативность, требования к оборудованию, профилактическое обслуживание и требования к обучению пользователей
Механический винтовой пресс TinyTech имеет перфорированную цилиндрическую клетку, в которую можно загружать пальмовые гайки.Механический винтовой пресс управляется вручную. При нажатии на винт прижимная пластина под винтом опускается в перфорированную обойму цилиндра и прижимает всю массу плодов пальмы. Под действием давления пальмовое масло выталкивается через небольшие отверстия на цилиндрической поверхности. Затем масло собирается в посуду через нижний поддон. Каждый пресс снабжен двумя цилиндрическими перфорированными клетками, так что, когда одна находится под давлением, вторая клетка заполняется. Каждая клетка может вместить от 40 до 50 кг пальмовых плодов на партию.Экстрагируется от 25 до 30% пальмового масла.
Схемы продукта Иллюстрации конструкции и сборки
Техническая поддержка Техническая поддержка предоставляется
Предоставляется моим производителем Интервью с представителем
Запасные компоненты Доступность сменных компонентов (внутри страны, по заказу, …)
Винты Интервью с представителем
Жизненный цикл Утилизация и гарантия
До 40 лет Интервью с представителем
Цели производительности, указанные производителем Цели, указанные конструктором / производителем
Механический винтовой пресс предназначен для экономии времени и предотвращения потери при производстве пальмового масла
Проверенные показатели Результаты оценок производителей или независимых испытательных центров
Испытательные организации Независимые лаборатории, академические исследовательские центры и т. д.
Безопасность Потенциальные опасности / риски, связанные с использованием этого продукта
Нет известных опасностей, связанных с использованием этого продукта
Дополнительные технические системы Производительность этого продукта улучшается с помощью другой технологии (например, Кухонные плиты и Ветер) юбки)
Винтовые прессы Видео | Vincent Corp
Двойное прессование биотоплива из кофейной гущи
Двойное прессование биотоплива из кофейной гущи
Сточные воды из биотоплива
Сточные воды из метантенка
Подготовка пищевых отходов для биогазового котла
Подготовка пищевых отходов из биогаза
Биогаз 2 Шлам
Отделение масла от стружки ГРП
Первичный шлам с бумажной фабрики
Первичный шлам из бумажной фабрики
Волосы гориллы = кора красного дерева тройного измельчения
Волосы гориллы = кора красного дерева тройного измельчения
Разборка CP-4 для очистки
Разборка CP-4 для очистки
Фиксированное отверстие с вращающимся конусом
Фиксированное отверстие с вращающимся конусом
Вспомогательное приспособление для обезвоживания пищевых отходов
Вспомогательное приспособление для обезвоживания пищевых отходов
Имитация суспензии китайских трав
ur.
КП-16 ве rsus Fan Van Der Geest
KP-16 по сравнению с Fan Van Der Geest
Шнековый пресс для яичного навоза
Шнековый пресс для яичного навоза
Мусор пчелиного воска в шнековом прессе Vincent
Мусор пчелиного воска в шнековом прессе Vincent
Восстановление охлаждающей жидкости из стекловолокна
Восстановление охлаждающей жидкости из стекловолокна
Улучшенный тест резиновой крошки
Улучшенный тест резиновой крошки
Флоридский торфяной мох в винтовом прессе Vincent
Флоридский торфяной мох в винтовом прессе Vincent
Экстракция сока Kelp
Kelp
Экстракция сока морских водорослей
Латекс, контактный цемент и волокна
Латекс, контактный цемент и волокно
Латекс, контактный цемент и волокно № 2
Латекс, контактный цемент и волокно № 2
Отделение жидкости от Шлам
Отделение жидкости от шлама
NA Белковый грибковый материал
NA Белковый грибковый материал
90 002 Извлечение нефти из битумной черепицыИзвлечение нефти из битумной черепицы
Извлечение нефти из отработанных масляных фильтров
Извлечение нефти из отработанных масляных фильтров
Отделение масла от стружки и резиновой крошки
Отделение масла от стружки и резиновой крошки
Камни , Проволока и пыль в шнековом прессе
Камни, проволока и пыль в шнековом прессе
Винтовые прессы в работе
Винтовые прессы в работе
Swarf KP-6 Отделение смазочно-охлаждающей жидкости от металла
Swarf KP-6 Отделение смазочно-охлаждающей жидкости от металла
Волоконный фильтр на заводе по производству кормов для цитрусовых
Волоконный фильтр на заводе по производству кормов для цитрусовых
Тестовый шпинат доступа в CP-6
Тестовый шпинат доступа в CP-6
Мешки агавы производства Tequila
Мешки агавы из Tequila Производство
Пивоваренное зерно в КП-6 с коническим валом
Пивоваренное зерно в КП-6 с коническим валом
Cassava Manioc, Juca Water Separation
Cassava Manioc, Juca Water Separation
Сборник зерна отработанных дистилляторов
Сборник зерна отработанных дистилляторов
Earthbound Farms Шпинат в KP-6 I
Earthbound Farms
Earthbound Farms
KP Earthbound Farms Шпинат в KP-6 II
Earthbound Farms Шпинат в KP-6 II
Выжимание сока из горькой дыни в шнековом прессе Vincent CP-4
Выжимание сока из горькой дыни в шнековом прессе Vincent CP-4
Шнековые прессы KP на Кукурузный силос
Винтовые прессы KP для кукурузного силоса
Двойное прессование лаймовой цедры для извлечения масла
Двойное прессование лаймовой цедры для извлечения масла
Яблоки для сока и сидра
Яблоки для сока и сидра
Малина в CP-4 Шнековый пресс
Малина в шнековом прессе CP-4
Различные потоки производственных отходов
Различные потоки производственных отходов
Красная свекла, измельченная Дед и прессованная
Красная свекла, измельченная и прессованная
Шред-пресс Отходы супермаркета
Шред-пресс Отходы супермаркета
Обработка отходов креветок и крабов
Обработка отходов креветок и крабов
Отходы креветок и крабов
Обезвоживание ракушек
Обезвоживание ракушекКонцентрат соевого протеина
Концентрат соевого протеина
Экстракция стевии, растворимая
Экстракция стевии,
Целые головки креветок в винтовом прессе Vincent TSP-6
Целые головки креветок
0 для винтового пресса Vincent
Экстракция масличных семян Процессы экстракции маслаДвумя наиболее распространенными процессами экстракции масла из большинства семян, бобов и орехов являются процесс экстракции при полном прессовании , в котором механические винтовые прессы используются для извлечения масла путем отжима масла под давлением. высокого давления и Preparation / Solvent Extracti по процессу , где растворитель смешивают с материалом для отделения масла.Процесс экстракции при полном прессе обычно используется для процессов с меньшей производительностью, обычно менее 200 тонн в день; и процесс подготовки / экстракции растворителем обычно используется для систем с большей производительностью.
French предлагает комплексное оборудование и системы для прессовой экстракции, а также оборудование и системы для подготовки, необходимые для подготовки семян и орехов с высоким содержанием масла до процесса экстракции растворителем. В процессе экстракции при полном прессе удаляется максимальное количество масла. В этом процессе количество масла, остающегося в жмыхе (твердых частиц), будет в диапазоне 4-9%, в зависимости от обрабатываемого материала.
В процессе подготовки перед процессом экстракции растворителем используется оборудование того же типа, что и в процессе экстракции с полным прессованием. Однако при подготовке маслосодержащего материала для экстракции растворителем содержание масла в материале обычно снижается до 18-20% остаточного масла. Затем этот материал направляют в процесс экстракции растворителем, где удаляют оставшееся масло для получения муки с остаточным содержанием масла от 0,5% до 1,5%.
Свяжитесь с нами, чтобы узнать больше о наших винтовых прессах.
Френч имеет опыт обработки большинства масличных материалов, включая соевые бобы, семена хлопка, семена канолы, рапс, кунжут, семена льна, ядра пальм, арахис (арахис), ростки кукурузы, копру, рисовые отруби, семена сафлора, семена подсолнечника, клещевину. бобы, льняное семя, орехи бабассу, тунговые орехи, мясо грецких орехов и т. д.
French предлагает полный спектр оборудования для типичного процесса извлечения масла из большинства маслосодержащих материалов в процессе экстракции полным прессом и в процессе подготовки с высоким содержанием масла содержание семян и орехов.Посетите нашу страницу «Проекты оборудования для масличных культур», чтобы узнать больше.
Вспомогательное оборудованиеДля процесса добычи нефти также требуется вспомогательное оборудование, включая технологические резервуары, насосы, контрольно-измерительные приборы, конвейеры, центр управления двигателем, электрическую проводку и трубопровод, аспирационное оборудование, трубопроводы, воздушный компрессор, а также бункеры и резервуары для хранения сырье, фильтрованное неочищенное масло и жмых.
French может помочь вам с вашим оборудованием, поставив отдельные части оборудования и / или все основное и вспомогательное технологическое оборудование.
Двухшнековый пресс |
Введение
Двухшнековый пресс Haarslev идеален для извлечения жидкости из вареной рыбы или мяса в процессе мокрой обработки.
Эти устройства представляют собой эффективный способ удаления воды из жиров и твердых веществ, содержащихся в приготовленной рыбе или мясе. Это помогает повысить общую эффективность последующей обработки и открывает путь к значительной экономии энергии.
Эти прессы состоят из двух взаимно зацепляющихся, вращающихся в противоположных направлениях винтов, заключенных в кожух сетчатого фильтра и окруженных крышкой. Существуют биконические и цилиндрические варианты, состоящие из конического вала с коническими или цилиндрическими лопастями.
В обоих типах лопасти одного шнека достигают почти сердцевины другого шнека, обеспечивая высокое сжатие и минимальное скольжение, а также более однородный прессовый пирог с низким содержанием влаги и масла / жира.
Двухшнековые прессыHaarslev идеальны в качестве надежной медленно вращающейся (3 об / мин) альтернативы декантерным центрифугам (3600 об / мин).Вы можете настроить винты так, чтобы они вращались с разной скоростью, чтобы обеспечить гибкость, необходимую для работы с различным сырьем и входными объемами. Например, биконические конфигурации лучше подходят для ловли мягкой рыбы. Биконические версии также обеспечивают более высокие возможности удаления жидкости при любой заданной частоте вращения по сравнению с цилиндрическими прессами.
Подходит для
- Двухшнековые прессы Haarslev часто используются для извлечения жидкости из вареной рыбы или мяса в процессе низкотемпературной влажной переработки.
- Они также идеально подходят в качестве первой стадии в процессах механического обезвоживания перед поступлением материала в центробежную декантерную центрифугу.
- Их также можно использовать в высокоперых перьевых заводах.
Johnson Screens Винтовые прессовые корзины
Если контент недоступен на предпочитаемом вами языке, свяжитесь с нами по электронной почте.
Корзины винтовых прессов специально разработаны для всех производителей и моделей. Johnson Screens разрабатывает и производит корзину винтового пресса в соответствии с вашими потребностями. Наши корзины представляют собой высокопрочные конструкции с просверленными отверстиями и прорезями Vee-Wire®, которые обеспечивают увеличенную открытую площадь, лучшее удержание волокон и лучшую прозрачность сточных вод.
Аналитика
Адреса и контакты
Выберите ваше региональное контактное лицо для запроса продукта.
Торговый представитель ответит вам в ближайшее время по телефону или электронной почте.
Aqseptence Group Japan Limited, Иокогама
Офис продаж
Daiwa Jisho Bldg. 74-1,
Yamashita-Cho Naka-Ku, Yokohama
231-0023 Kanagawa
Japan
Тел .: +81 45 661 3575
Факс: +81 45 661 1921
Информация[email protected]Aqseptence Group GmbH, Аарберген
Штаб-квартира компании
Passavant-Geiger-Strasse 1
65326 Aarbergen
Германия
Тел .: +49 6120 280
Факс: +49 6120 28 2182
info @ aqseptence.комAqseptence Group Carpi Srl, Лимиди
Офис продаж и производства
Via Pitagora 30
41010 Limidi Di Soliera, MO
Италия
Тел .: +39059 525720
Факс: +39059 525443
Информация[email protected]Aqseptence Group SAS, Availles-en-Chatellerault
Место продаж и производства
Зона Industrielle
86530 Availles-en-Châtellerault
Франция
Тел .: +33 5 4902 1600
Факс: +33 5 4902 1616
Информация[email protected]Aqseptence Group SAS, Суассон
Офис продаж и производства
108 route de Reims
02200 Billy-sur-Aisne
Франция
Тел .: +33 3 23 75 05 42
Факс: +33 3 23 75 05 43
Информация[email protected]Aqseptence Group, Inc., Нью-Брайтон, Миннесота
Место продаж и производства:
1950 Old Hwy 8 NW,
New Brighton, MN 55112
USA
Тел .: +1 651 636 3900
Факс: +1 651638 3171
Информация[email protected]Aqseptence Group Pty Ltd., Брисбен
Офис продаж и производства
88 Brickyard Road,
Geebung 4034 QLD
PO Box 85, Virginia DC,
QLD 4014
Australia
Тел .: +61 7 3867 5555
Факс: +61 7 3867 5566
Информация[email protected]Nahuelco Argentina S.A., Буэнос-Айрес
Офис продаж и производства
Perdriel 3810, B1646GMB
Сан-Фернандо
Аргентина
Тел .: +54 11 4714 6699
Факс: +54 11 4714 2175
Информация[email protected]Aqseptence Group Filtration Ltda., Сан-Паулу
Офис продаж и производства
Av. do Taboão 1.195 — Térreo, Taboão
São Bernardo do Campo,
Sao Paulo 09655-000
Brazil
Тел .: +55 11 4341-5777
Факс: +55 11 4393-0414
Информация[email protected]Винт масляного пресса по лучшей цене — Выгодные предложения на винт масляного пресса от глобальных продавцов винтовых масляных прессов
Отличные новости !!! Вы попали в нужное место для винтового пресса для масла. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний винт масляного пресса должен в кратчайшие сроки стать одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели масляный пресс на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в винте масляного пресса и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести винт масляного пресса по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Многодисковый дегидратор с винтовым прессом — Промышленная группа «Экотон»
Очистные сооружения необходимы для обезвоживания и надлежащей утилизации образующегося осадка.Существует множество различных типов машин для обезвоживания осадка: винтовой пресс, ленточный пресс, декантерная центрифуга, фильтр-пресс и другие устройства, предназначенные для различных типов осадка. Оборудование для обезвоживания должно быть эффективным и экономичным с точки зрения расхода воды, энергии и реагентов. Важно добиться максимально возможного содержания сухого твердого вещества в обезвоженном осадке (кеке), поскольку этот уровень сухости значительно влияет на объем производимого кека и, как следствие, на стоимость транспортировки и других методов утилизации.
Хорошим решением для обезвоживания осадка является многодисковый дегидратор с винтовым прессом, производимый Промышленной группой ЭКОТОН по лицензионному соглашению с Tsurumi-Pumps. Другое традиционное оборудование для обезвоживания имеет несколько недостатков, включая большие габаритные размеры, высокий расход воды (например, ленточный пресс для обезвоживания осадка) или высокий расход энергии и реагентов (декантерная центрифуга). Когда мы сравниваем наш многодисковый дегидратор с винтовым прессом с другими решениями по обезвоживанию, мы обеспечиваем эксплуатационные и финансовые преимущества, такие как низкое энергопотребление, низкое потребление воды и компактные размеры, все в одном устройстве, занимающем меньше места, обеспечивая при этом непрерывную работу.Наши инновационные самоочищающиеся диски позволяют дегидратору работать непрерывно без риска засорения и остановки. Дегидратор полностью автоматизирован и удобно управляется из шкафа управления, встроенного в машину. После программирования оборудование будет работать непрерывно и без присмотра в соответствии с запрограммированными алгоритмами. Основным принципом работы многодискового винтового пресс-дегидратора является обезвоживание осадка за счет гравитационной фильтрации и сжатия за счет уменьшения пространства между змеевиками.Более того, это оборудование способно обезвоживать шлам в широком диапазоне концентраций; коммунальные и промышленные. Существует множество примеров успешной установки на муниципальных очистных сооружениях с избыточным активным илом или обезвоживанием осадка, сброженного в аэробных и анаэробных условиях. В промышленных применениях дегидратор с многодисковым винтовым прессом отлично подходит для обработки промышленных шламов с высокой концентрацией FOG (жиров, масел и жиров), особенно DAF-шламов, на предприятиях пищевой промышленности, что может быть проблематичным для других типов оборудования для обезвоживания.Дегидратор с многодисковым винтовым прессом доступен в различных моделях в зависимости от размера вашего предприятия и ваших вариантов обработки. Производительность нашего устройства варьируется от 6 до 600 фунтов DS / ч для бытового ила и от 20 до 1400 фунтов DS / ч, если требуется обезвоживание осадка DAF.
Многодисковый шнековый дегидратор состоит из главного дегидратора, внешнего насоса подачи ила, станции растворения флокулянта, насоса для смешивания раствора флокулянта и конвейера, используемого для удаления обезвоженного осадка.