Станок для изготовления оцилиндрованного бревна
Назначение: используется для оцилиндровки бревен, зарезки продольного и поперечного паза (чашек), сверления под проводку при производстве домов из оцилиндрованного бревна. Станок может использоваться для черновой и чистовой обработки.
Отличительные характеристики:
· Станок выполняет четыре операции – черновая обработка, чистовая обработка, зарезка продольного паза, зарезка поперечного паза(чашек), что позволяет комбинировать четыре операции на одном станке.
· Гидравлическое управление, что позволяет плавно поднимать заготовку и работать при низких температурах без остановок.
· Производительность станка 150-200 погонных метров в смену.
· Диаметр оцилиндрованного бревна 180-340 мм, что позволяет оцилиндровывать бревна большого диаметра
· Диаметр заготовки 180-500 мм, что при максимальном диаметре бревна 500 мм позволяет получать 
Конструктивные особенности
|
|
СТАНИНА |
|
|
ПУЛЬТ УПРАВЛЕНИЯ
|
|
|
УСТРОЙСТВО ЗАЖИМА БРЕВНА
|
|
|
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
|
|
ФРЕЗА ДЛЯ ВЫБОРКИ ЧАШКИ
|
|
|
|
ФРЕЗА ДЛЯ ВЫБОРКИ ПРОДОЛЬНОГО ПАЗА
|
|
|
ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ПОДЬЁМА БРЕВНА
|
|
|
СКРЕБКОВЫЙ ТРАНСПОРТЁР ДЛЯ УДАЛЕНИЯ ОТХОДОВ
|
|
|
УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ БРЕВНА — “ЛЮНЕТ”
|
|
|
ИНСТРУМЕНТ
|
|
|
ФРЕЗЕРНЫЙ УЗЕЛ ДЛЯ ПОЛУЧЕНИЯ ФИГУРНЫХ ЭЛЕМЕНТОВ (ОПЦИЯ)
|
 Зажимы с легкостью выдерживают значительный вес бревна. Такая система наиболее эффективна для тяжелых условиях эксплуатации.
Зажимы с легкостью выдерживают значительный вес бревна. Такая система наиболее эффективна для тяжелых условиях эксплуатации.

Скачать: Характеристики станка
| Основные технические характеристики | ||
|
Диаметр оцилиндрованного бревна |
мм |
180- 340 |
|
Максимальный диаметр заготовки |
мм |
180-500 |
|
Источник питания |
|
50 Hz – 380 V |
|
Толщина обточки за один цикл, максимум |
мм |
70 |
|
Скорость подачи |
м/мин |
0-40 |
|
Скорость вращения бревна |
м/мин |
0-60 |
|
Скорость оцилиндровывания |
м/мин |
2-3 |
|
Скорость вырезки пазов |
м/мин |
3-7 |
|
Скорость обработки углов |
сек. |
7-15 |
|
Длина бревна |
мм |
2000-9000 |
|
Электомоторы: |
||
|
мотор фрезы |
кВт/обор |
15 кВт/3000 |
|
мотор фрезы |
кВт/обор |
5,5 кВт/3000 |
|
мотор вращения бревна |
кВт/обор |
0,75 кВт/0-50 |
|
мотор подачи |
кВт/обор |
0,75 кВт/0-40 |
|
Длина станка |
мм |
11400 |
|
Ширина |
мм |
1400 |
|
Высота |
мм |
2600 |
|
Вес |
кг |
3800 |
 на угол
на угол
Инструмент в комплект поставки не входит (поставляется отдельно).
Многофункциональный оцилиндровочный станок для изготовления деревянных срубов из цилиндрических бревен делает постройку высококачественных бревенчатых домов экономичной и простой, а сам рабочий процесс — чистым, безопасным и аккуратным. Станок позволяет обрабатывать и негодную для распиловки и других целей древесину. Используя лишь только станок Святогор, возможно переработать привезенные из леса сырые неокоренные бревна в элементы бревенчатого сруба. Оцилиндровка, выборка поперечных и продольных пазов выполняется на станке без снятия бревна со станка.
Станок приводится в действие при помощи электро- и гидравлической систем, которые являются неотъемлемой частью комплектации. Для того, чтобы рабочее место всегда оставалось чистым,
Станок поставляется полностью готовым к эксплуатации, вам остается только его включить.
Уход за резцами очень прост и не требует специального оборудования, достаточно обычного заточного станка. Большинство наших клиентов сами изготовляют сменные / запасные лезвия из высококачественной инструментальной стали, которую мы можем поставить дополнительно. Выборка пазов разной конфигурации – инструментом нового поколения.
Механический подъемник бревна 2шт., используется для точного выставления бревна в центрах, без дополнительных грузоподъемных механизмов
Экономия древесины
— Возможна конусообразная обточка бревна, т.е. обработка производится в соответствии с естественным профилем бревна (один конец толще другого).
— Также на станке возможно сохранение одинакового размера получаемых бревен
— Бревна любых размеров обрабатываются на одной раме, поэтому комельное бревно не нужно обтачивать до размера среднего бревна.
— Экономия древесины достигает 15-30%
Быстро налаживается! Легко транспортируется! Прост в эксплуатации!
Более подробную информацию по ценам, скидкам и другим интересующим Вас вопросам Вы получите при обращении к нашим специалистам по телефонам:
Телефоны: +7 (8332) 70-42-43, 70-40-70
Бесплатный номер: 8-800-30-20-145
Оцилиндровка бревен и особенности оборудования для оцилиндровки
Стены домов из оцилиндрованных бревен имеют красивый внешний вид, хорошо сохраняют тепло зимой и прохладу в жаркое лето. Для производства оцилиндрованного бревна из обычного используется специализированное деревообрабатывающее оборудование — оцилиндровочные станки.
Жить в собственном деревянном доме – мечта многих граждан, проживающих не только в сельской местности или небольших поселках, но и в черте больших городов, на их окраинах. Деревянный дом хорошо сохраняет тепло зимой и прохладу летом, воздух в нем пахнет деревом, он экологически чист и долговечен.
В зависимости от вида используемого материала, степени его предварительной обработки и конструктивного решения готовых элементов деревянные дома можно разделить на четыре основные группы: бревенчатые, брусчатые, каркасные и панельные.
Дом из оцилиндрованного бревна это частный случай дома первой группы. Но в отличии от простого бревенчатого, дома из оцилиндрованного бревна, обработанные в заводских условиях, включающие все необходимые элементы для сборки, отличаются высокой степенью заводской готовности и имеют гораздо лучший внешний вид.
Оцилиндрованные бревна научились делать еще в начале XX века, но в то время их использовали лишь в качестве опор для линий электропередач. Идея использовать оцилиндрованные бревна для строительства деревянных домов возникла в Финляндии в середине ХХ века. Новая технология строительства жилых домов из оцилиндрованного бревна получила широкое распространение в жилищном строительстве Финляндии, а затем пришла в Россию.
Для наружных стен применяются оцилиндрованные бревна диаметром 20÷22 см, если дом строится в регионе с температурой наружного воздуха до — 30°С, и диаметром 24÷26 см при температуре за стенами до — 40°С. Для внутренних стен используются бревна диаметр которых может быть меньше на 2÷3 см.
Для внутренних стен используются бревна диаметр которых может быть меньше на 2÷3 см.
Стены дома из оцилиндрованных бревен имеют красивый внешний вид, хорошо сохраняют тепло зимой и прохладу в жаркое лето. Натуральность и экологическая чистота древесины создает в доме комфортную влажность и температуру, естественную вентиляцию и приятный запах древесины.
Оцилиндрованные бревна делают из древесины хвойных пород: сосны, ели, лиственницы. Детали выполняются с высокой степенью заводской готовности для сборки. Такие бревна используют для изготовления жилых домов и бань, а также при строительстве малых архитектурных форм: беседок, детских игровых комплексов, декоративных колодцев.
Особенности технологии оцилиндрованных брёвен.
Использование оцилиндрованного бревна для изготовления бревенчатого сруба дома характеризуется некоторыми особенностями.
Во-первых, ствол растущего дерева имеет сложную структуру так как ежегодно прирастает слоями, называемыми так же годовыми кольцами. За годы жизни дерева центральная часть ствола изменяет свою структуру, дряхлеет, а жизнедеятельность дерева обеспечивает молодая древесина внешнего, нового слоя. Во время оцилиндровки удаляется часть этой самой здоровой и прочной составляющей бревна, в результате чего оцилиндрованное бревно становится менее стойким к воздействию грибков, поражению насекомыми.
За годы жизни дерева центральная часть ствола изменяет свою структуру, дряхлеет, а жизнедеятельность дерева обеспечивает молодая древесина внешнего, нового слоя. Во время оцилиндровки удаляется часть этой самой здоровой и прочной составляющей бревна, в результате чего оцилиндрованное бревно становится менее стойким к воздействию грибков, поражению насекомыми.
Во-вторых, при потере влажности древесина усыхает, изменяя форму и размеры. С новым срубом из оцилиндрованного бревна происходит усадка, наиболее интенсивная в первые два года, затем уже меньше еще на протяжении трёх лет. В результате усадки может измениться форма сруба, произойти перекос стен, оконных и дверных проемов. Поэтому после сборки стен дома из оцилиндрованного бревна может потребоваться пауза в строительстве как минимум на один год.
В-третьих, оцилиндрованное бревно может иметь длину до 6,5 м. Если стена дома должна иметь большую длину, то бревна потребуется стыковать.
В-четвёртых, утепление стен дома (законопачивание щелей паклей, джутовым волокном и т.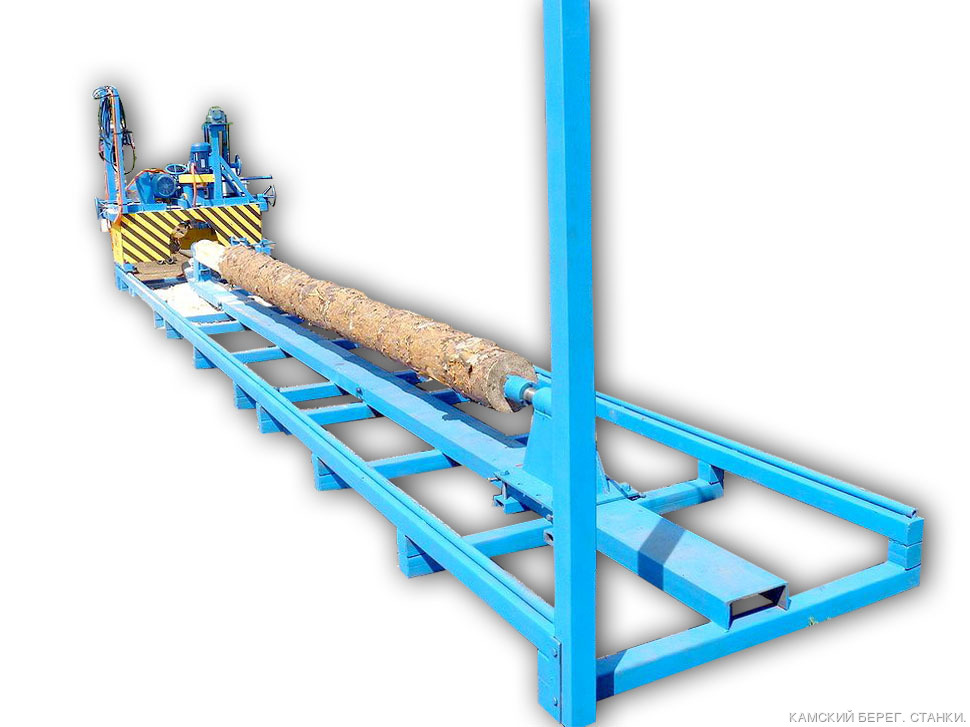 д.) – достаточно трудоемкий процесс, требующий навыков и применения дополнительных материалов.
д.) – достаточно трудоемкий процесс, требующий навыков и применения дополнительных материалов.
В пятых, при оцилиндровке бревна образуется много отходов в виде стружки.
Конструктивные схемы работы оцилиндровочных станков.
Для производства оцилиндрованного бревна из обычного используется специализированное деревообрабатывающее оборудование — оцилиндровочные станки. Их основная задача обработка заготовок из древесины, а именно обычных бревен, с целью получения изделия с одинаковым диаметром по всей длине.
Для получения оцилиндрованных бревен используются оцилиндровочные станки, работающее по двум принципиально разным схемам: позиционной и проходной. Оцилиндровочные станки, работающие по проходной схеме могут различаться по применяемому инструменту и особенностям крепления заготовки.
Позиционные токарные оцилиндровочные станки. Оборудованы зажимами заготовки с торцов и механизмом вращения бревна. Обработка производится подвижным, перемещающимся вдоль заготовки, резцом. Из-за существующего дисбаланса при вращении исходного бревна и возникновения значительных центробежных сил частота вращения, как правило, находится в пределах 50÷80 об/мин.
Из-за существующего дисбаланса при вращении исходного бревна и возникновения значительных центробежных сил частота вращения, как правило, находится в пределах 50÷80 об/мин.
Поэтому на оцилиндровочных станках этого типа требуется двойная обработка каждого бревна. Сначала черновое фрезерование поверхности со съёмом припуска по радиусу до 20÷40 мм. Затем второй проход обеспечивающий чистовое фрезерование со снятием припуска 2÷3 мм. Чистота поверхности оцилиндрованного бревна на выходе R max m = 60÷200 мкм.
Позиционные оцилиндровочные станки роторного типа. Так же оборудованы зажимами заготовки с торцов, но бревно — заготовка остается неподвижным, а обработка производится подвижным, вращающимся шпинделем, оснащенным специальной роторной головкой.
Частота вращения ротора оцилиндровочного станка может достигать 1000 об/мин поэтому гладкую цилиндрическую поверхность можно получить за один проход, тем самым увеличив производительность.
Главное преимущество позиционных оцилиндровочных станков – возможность снизить до минимума кривизну оцилиндрованного бревна на выходе. Для этого необходимо, чтобы прогиб бревна — заготовки не превышал величину припуска на обработку.
Для этого необходимо, чтобы прогиб бревна — заготовки не превышал величину припуска на обработку.
Соответственно при значительной кривизне заготовки и большом припуске снижается объемная доля выхода оцилиндрованного бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%.
Основные недостатки позиционных оцилиндровочных станков – средние показатели производительности и ограничение длины заготовки габаритами станка.
Частично проблему производительности токарных позиционных оцилиндровочных станков можно решить установкой второго фрезерного узла, что позволит осуществлять чистовую и черновую обработку за один проход. Однако эта мера приводит к удорожанию и усложнению оборудования и повышает требования к квалификации персонала.
Проходные оцилиндровочные станки роторного типа. Заготовка подается вдоль оси станка через роторную головку с вращающимися ножами специальным подающим вальцовым механизмом. В бревнах допускается продольный прогиб, но и на выходе из оцилиндровочные станки получается оцилиндрованное бревно с прогибом.
Преимущества проходной технологии оцилиндровки:
- возможность непрерывной подачи бревна, обеспечивающая скорость обработки и производительность;
- высокая доля выхода готовой продукции (до 90%) достигаемая равномерным распределением припуска в поперечном сечении;
- длина бревна практически не ограничена, только минимальный размер заготовки должен быть не менее расстояния между осями подающих или принимающих вальцов.
Основной недостаток проходной технологии оцилиндровки: кривизна готового бревна практически повторяет кривизну бревна — заготовки. Компенсировать этот недостаток возможно лишь обеспечением производства относительно ровного сырья, либо распиливать результат на заготовки длиной 1-2 м.
Станок для изготовления оцилиндрованных бревен своими руками. Как изготовить оцилиндровочный станок своими руками? Особенности современных промышленных моделей
Наша жизнь сегодня достаточно сильно отличается от той жизни, которую приходилось вести нашим далеким предкам. Используя различные возможности современности, мы редко задумываемся о том, каким именно трудом, какой ценой достается нам многое из того, чем мы так легко, радостно и безмятежно пользуемся на протяжении всех дней нашей жизни, не отдавая себе никакого отчета в том, что мы так легко пользуемся плодами чужого труда. Мы привыкли, что в нашей жизни существует все, что может сделать наш быт комфортнее, избавить нас от каких-либо ненужных, неприятных проблем и трудностей.
Используя различные возможности современности, мы редко задумываемся о том, каким именно трудом, какой ценой достается нам многое из того, чем мы так легко, радостно и безмятежно пользуемся на протяжении всех дней нашей жизни, не отдавая себе никакого отчета в том, что мы так легко пользуемся плодами чужого труда. Мы привыкли, что в нашей жизни существует все, что может сделать наш быт комфортнее, избавить нас от каких-либо ненужных, неприятных проблем и трудностей.
Советы
Задача: Прочитал советы, в которых говорится об обязательном утеплении дома из оцилиндровки , но утепление должно производится только снаружи, но деревянные дома стоят без утеплителя т.е. бреном наружу, неужели там мерзнут?
Решение: При правильном монтаже таких домов стены НЕ УТЕПЛЯЮТ,вполне достаточно их толщины и хорошей конопатки.Дерево один из лучших теплоизоляторов,То есть имеет малый коэффициент теплопроводности.Всё остальное бред,что не напишут.Россия веками жила в деревянных домах из брёвен без всякой обшивки и отапливалась одной русской печкой,которую топили два раза в сутки,утром и вечером и никто не мёрз. Деревянный дом в этом случае,намного эффективней чем кирпичный,чем последний не утепляй.Кирпич это глина,а глина она и есть глина,только обожжёная в печи.
Деревянный дом в этом случае,намного эффективней чем кирпичный,чем последний не утепляй.Кирпич это глина,а глина она и есть глина,только обожжёная в печи.
Для того, чтобы получить ровный строительный материал в виде прямого ровного цилиндра, одинакового размера, определённой длины из целого бревна- его необходимо обработать на специальном оборудовании. Качество этого бревна на выходе зависит от вида обрабатывающего станка. Оцилиндрованное бревно как правило чисто отфрезерованно полностью и имеет один размер на протяжении всей длины.
Станки для изготовления оцилиндрованного бревна в зависимости от способа обработки заготовки бывают двух видов. Протяжной станок, его ещё называют роторный станок — тянет бревно через специальную головку, которая вращается и режет его. Большим недостатком такой обработки является необходимость предварительной обработки и то, что у бревна остаётся природная кривизна, которая при монтаже или укладке в сруб будет оставлять неравномерные щели между брёвнами, что отразится на качестве сооружения. Хотя производительность этого станка является очень высокой.
Хотя производительность этого станка является очень высокой.
Центровые или токарно-фрезеровочные станки для изготовления оцилиндрованного бревна позволяют добиться намного лучшего результата обработки заготовки за счёт того, что вращающаяся и режущая головка движется вдоль бревна которое тоже вращается. Они менее производительны, но менее энергоёмкие и обеспечивают более высокое качество обработки. Так станок ОСМ-500 за один проход снимает слой стружки до 80 миллиметров, на это уходит порядка 5-8 минут, за смену он перерабатывает до 10 кубов древесины. Для увеличения производительности модифицированный станок ОСМ2-500 обрабатывает сразу два бревна подряд одной кареткой. Экономится время за счёт одновременной перезарядки и обработке сразу двух заготовок. Так же благодаря удлинённой раме станок может обрабатывать брёвна длинной до 15 метров. Производительность модифицированного станка увеличивается на 40-50%, при тех же затратах электроэнергии. Современный станок Woodver помимо черновой и чистовой оцилиндровки производит выборку монтажного паза, а так же осуществляет фрезеровку плоскости и выборку венцовых чашек.
Характеристики
Уже давно человечество освоило постройку жилья из деревянного сруба. Эта технология сохранилась и до наших времён, только теперь вместо деревянного сруба применяется оцилиндрованное дерево. Благодаря механизации процесса обработки бревна удаётся его оцилиндровать до максимально точных размеров. В отличие от деревянного сруба, который выполняется вручную, оно имеет более высокую скорость изготовления и монтажа, сохраняя замечательные природные свойства дерева.
Благодаря оцилиндровке, деревянные дома снова набирают популярность. Но дерево — это не только материал для возведения различных построек, из него получается отличный материал для декора. Изделия из оцилиндрованного бревна можно применять для декорирования как внутри помещения, так и за его пределами во дворе или в саду. На первый взгляд может быть не понятно как с помощью бревна можно делать что-то ещё кроме построек, тем более декоративные вещи. Но применив немного фантазии, становится ясно, что даже обычное оцилиндрованное бревно, поставленное в саду в нужном месте, вполне подойдёт для выполнения функции декоративного столба. Казалось бы, что толку от такой декорации, но благодаря декорированию деревом создаётся уют и оригинальность.
Казалось бы, что толку от такой декорации, но благодаря декорированию деревом создаётся уют и оригинальность.
Выполненные с творческим подходом изделия из оцилиндрованного бревна могут представлять собою садовые лавочки, клумбы для цветов, различные декоративные заборчики вокруг фруктовых деревьев, беседки, навесы над бассейном, оранжереи и детские площадки. Особенно красиво можно оформить детскую площадку с помощью оцилиндрованного дерева. С помощью воображения и умелых рук, можно соорудить на детской площадке песочницу, качели, автомобиль, паровоз и даже самолёт. От горки, построенной из бревна, дети будут просто в восторге. А без декоративных пней, по которым дети любят прыгать и вовсе детская площадка не представляется. Вот такие возможности есть у современного оцилиндрованного бревна, они безграничны главное грамотно подойти к реализации оригинальной задумки из этого материала.
Своими руками
Древесные материалы всегда пользовались высоким спросом, так как идеально подходят для проведения ремонта, осуществления строительства. Натуральная древесина обладает такими преимуществами, как экологическая чистота, прочность и надежность, прекрасные звукоизоляционные и теплоизоляционные свойства, красивый и эстетичный внешний вид. Но для того, чтобы дерево было пригодным для выполнения тех или иных работ, оно должно быть тщательно просушено.
Натуральная древесина обладает такими преимуществами, как экологическая чистота, прочность и надежность, прекрасные звукоизоляционные и теплоизоляционные свойства, красивый и эстетичный внешний вид. Но для того, чтобы дерево было пригодным для выполнения тех или иных работ, оно должно быть тщательно просушено.
Сушка оцилиндрованного бревна, как правило, осуществляется в специальных камерах. Сушка в естественных условиях не обеспечивает нужного уровня влажности материала, в результате чего он может деформироваться, покрываться трещинами в первые же месяцы эксплуатации. Оцилиндрованное бревно камерной сушки сегодня широко используется в строительстве, так как практически не дает усадки, которая составляет максимум 5-10 миллиметров на каждый этаж дома. Поэтому в дом можно въезжать сразу же после окончания строительства.
Сушка оцилиндрованного бревна занимает несколько недель, в процессе чего древесина приобретает влажность в диапазоне от 15 до 20%. Подвергнутые искусственной сушке бревна обладают значительно меньшим количеством трещин, чем материал, который сох в естественных условиях. Стены дома, возведенные из хорошо просушенных бревен, можно красить с использованием любых типов лакокрасочных материалов. Производить отделку разрешено сразу же после окончания строительства.
Стены дома, возведенные из хорошо просушенных бревен, можно красить с использованием любых типов лакокрасочных материалов. Производить отделку разрешено сразу же после окончания строительства.
Для того, чтобы получить оцилиндрованное бревно камерной сушки, производители используют специальные камеры. Учитывая то, что стоимость таких камер достаточно высокая, это отражается на стоимости материала, цена которого сравнительно высока. Но в будущем расходы на оцилиндрованное бревно, высушенное в специальной камере, обязательно окупятся. Ведь от качества всего дома, его отделки будет зависеть срок эксплуатации, пригодность строения для проживания в нем людей. Кроме того, дом из хорошо просушенной древесины требует меньших затрат на уход, более долговечен и меньше подвержен появлению дефектов.
Цены / Заказать
Фирмы
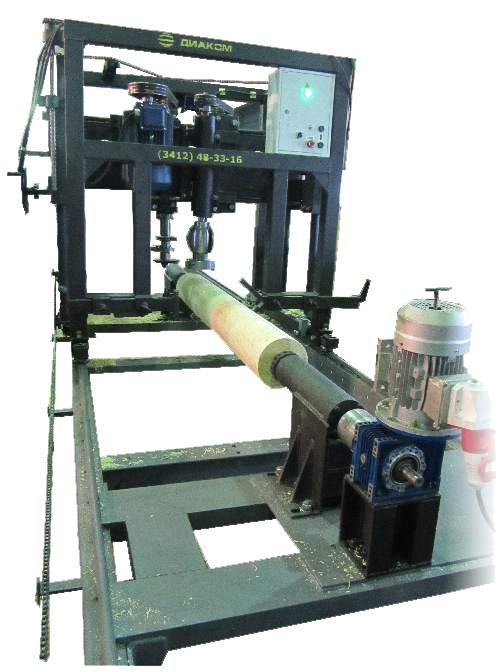
Производственное предприятие «ДИАКОМ» основано в 2006 г. и специализируется на изготовлении оборудования для деревянного домостроения для предприятий малого и среднего бизнеса и индивидуальных предпринимателей, поэтому основное отличие наших станков — это универсальность, простота в обслуживании и доступная цена.
Мы создаем деревообрабатывающее оборудование, чтобы Вы на нем зарабатывали! Специалисты нашей компании помогут Вам выбрать наиболее оптимальный вариант и комплектацию линии для оцилиндровки бревен , производства профилированного бруса, либо лесопильного оборудования, могут дать консультации по организации бизнеса.
Заказывая станки производства ПО «ДИАКОМ», Вы получаете оборудование, созданное с учетом Ваших потребностей. Все пилорамы уже в базовой комплектации оснащаются высококачественными дисковыми пилами с подрезными ножами от ведущего европейского производителя фирмы Gass. Узлы перемещения траверсы имеют высокоточную винтовую подачу с бронзовыми гайками. Также Вы получаете постоянную квалифицированную поддержку от наших технических специалистов.
Оцилиндровочные станки – главные комплектующие линий по обработке древесины, которые применимы как в стандартных цехах, так и при изготовлении подобных изделий своими руками. Основная функция данного станка – за счет фрезы со сложной конструкцией и разными видами снимать гладкий верхний слой с каждого бревна.
В настоящее время в продаже представлено огромное количество подобных изделий различного вида и назначения, среди которых совершенно не сложно выбрать оборудование, идеальное именно для вашего случая.
1 Оцилинровочный станок – особенности оборудования
Станок для оцилиндровки бревен – механизм, в котором обработка бревен осуществляется за счет контакта с ними нескольких специальных фрез. Приводятся последние в движение специальным мотором (в некоторых комплектациях их два).
Все бревна во время подачи надежно фиксируются системой, благодаря чему достижима их простая и равномерная обработка.
Также в зависимости от типа оборудования может он иметь и рельсовый путь, установка которого для версии проходного типа требует специального бетонного основания для установки.
В продаже представлены различные виды оцилиндровочных станков, в том числе, оборудование вида Русь и Шервуд проходного типа, а также модульного типа.
Данное оборудование, как приборы Шервуд или Русь, могут быть самостоятельными единицами или же идти в составе комплекса деревообрабатывающего. Они бывают различной мощности.
Они бывают различной мощности.
Средний объем бревна, которое свободно пропускают станки Русь, Термит, Шервуд, составляет 240 мм, хотя отдельные варианты такого оборудования легко справляются и с более крупными образцами.
Оцилиндровочно — фрезерный станок Шервуд ОФ-28Ц
Оцилиндровочные установки позволяют выполнять целый ряд видов обработки материала. В частности, именно с его применением делают непосредственную оцилиндровку бревна, подготовку продольного паза укладочного, пропила компенсационного, а также специализированных элементов для крепления – боковых чаш.
Подходит данное оборудование для всех без исключения разновидностей материала, в том числе, популярного бука, дуба, березы, ясеня, груши, ольхи, сосны и других разновидностей дерева.
1.1 Плюсы и минусы данной технологии обработки
К преимущества данного вида станков для обработки бревна нужно отнести:
- Высокую скорость обработки изделий.
- Точность в выполнении многих видов обработки благодаря разновидности заточки ножей.

- Абсолютную безопасность оператора при работе с таким оборудованием.
- Простоту в настойках, высокий уровень автоматизации таких устройств.
- Высокое качество обработки материала, независимо от качества обрабатываемой древесины
- Универсальность – с таким устройством вы сможете делать любые заготовки из натурального дерева.
- Малый расход древесины, который дают не только образцы Русь и Шервуд, но и самодельный оцилиндровочный станок.

Что же касается недостатков, присущих данному виду устройств, то среди них нужно отметить:
- большие габариты оборудования, ввиду которых любители обрабатывать дерево своими руками не всегда могут устанавливать подобные конструкции в собственном доме;
- высокие цены на сменные детали, а также необходимую обработку изделий перед началом работы, к примеру, заточки ножей.
1.2 Сменные детали к станкам оцилиндровочным
Для простой обработки на таких станках бревен различных типов без изменения качества отделки материала для таких конструкций необходимо закупать такие виды комплектующих:
- Сменные фрезы, в особенности, нестандартных типов (при закупке данных компонентов особое внимание нужно уделить качеству заточки ножей под отдельные виды бруса).
- Дополнительные электромеханические приводы для некоторых типов конструкции.
- Сменные детали для обработки чаш.
- Детали для выполнения компенсационного пропила.
Также иногда для данного вида оборудования, в том числе, станков Шервуд и Русь, можно покупать специальные виды заточки ножей для отдельных бревен, а также некоторые гибкие сменные элементы. Их можно заменять своими руками. Перечень таковых для каждого устройства индивидуален.
2 Популярные виды оцилиндровочного станка
В настоящее время существует несколько популярных разновидностей такого оборудования, используемых профессионалами, а также любителями своими руками проводить строительство, ремонтные, отделочные работы в доме.
Среди таковых моделей:
- Оцилиндровочный станок Алтай. Оборудование благодаря особенностям заточки ножей позволяет обрабатывать бревна, имеющие диаметр до 550 мм. Укомплектован фрезами сферического, а также торцевого типа. Основные преимущества данной версии при обработке брёвен: возможность выбрать оптимальную по скорости проходимость устройства, а также настроить глубину проникновения ножей. Идеален для всех видов производства, как и Шервуд, в том числе, строительства небольших деревянных домов.
- Оцилиндровочный станок Кедр. Еще один вид оборудования проходного типа для промышленных предприятий. Позволяет укладывать до 7,5 метров бревен на одну обработку. Подходит для всех типов бревна благодаря уникальному виду заточки фрезы.
- Оцилиндровочный станок Тайга ос 1. Оборудование, как и Шервуд, подходит для чернового, чистового видов обработки дерева. Позволяет работать с образцами максимального диаметра 240 мм. Как и другие образцы проходного типа, может использоваться для промышленных целей, в том числе, строительства дома или бани из бруса. В зависимости от разновидности заточки ножей, может использоваться для различных задач.
- Оцилиндровочный станок Термит. Универсальное оборудование проходного типа, как и станок Русь, пригодное для обработки различных типов бруса. Идеален для промышленных предприятий, где может получать до 900 погонных метров готового бруса за смену. Современная конструкция данного оборудования позволяет исключить возможность прокручивания бревна во время обработки.
 Идеален для всех видов производства, как и Шервуд, в том числе, строительства небольших деревянных домов.
Идеален для всех видов производства, как и Шервуд, в том числе, строительства небольших деревянных домов. Современная конструкция данного оборудования позволяет исключить возможность прокручивания бревна во время обработки.
Современная конструкция данного оборудования позволяет исключить возможность прокручивания бревна во время обработки.Все виды данного оборудования наиболее пригодны для промышленного выпуска бруса, однако при наличии надлежащих условий для работы своими руками они могут применяться в домашних условиях.
Стоимость таких изделии, равно как и моделей Русь или Шервуд, зависит от комплектации оборудования, а также фирмы, продающей данный вид оборудования. Лучшие цены на него у официальных дилеров.
Тем же, кому такие изделия не подходят по техническим параметрам, можно сделать самодельный оцилиндровочный станок, созданный по имеющимся эскизам техники.
2.1 Процесс по оцилиндровке бревен на станке (видео)
Люди работали с древесиной с очень давних пор. С того времени использование этого сырья только набирало обороты. В настоящее время имеются целые объекты, занимающиеся обработкой древесины. Однако некоторые приспособления умелые хозяева могут собрать и самостоятельно, если им необходимо в большом количестве обрабатывать дерево.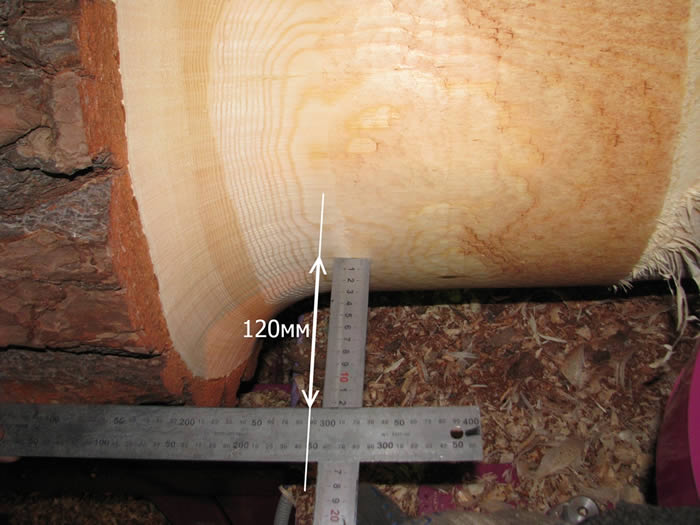 Довольно полезным устройством стал оцилиндровочный станок.
Довольно полезным устройством стал оцилиндровочный станок.
Назначение оборудования
Основное предназначение данного станка заключается в том, что его используют для придания правильной формы тем бревнам, которые идут на строительство срубов. Естественно, заготовку можно проводить и вручную, однако использование автоматизированного устройства значительно ускоряет и облегчает весь процесс.
Оцилиндровочный станок обладает следующим рядом функций:
- подготавливает пазы в бревнах для дальнейшего монтажа;
- проводит оцилиндровку материала;
- используется для производства обрезной доски из лафета;
- можно заготавливать плашки для паркета;
- можно проводить фрезеровку гладкой древесины;
- обрезка необрезной доски;
- изготовление бруса нужных размеров.
Кроме того, данное оборудование может создавать компенсационные пазы при помощи дисковой пилы, а скорость обработки сырья является настраиваемой.
Из чего состоит агрегат
Оцилиндровочный станок включается в себя несколько следующих компонентов:
- Металлическая рама, которая чаще всего изготавливается из трубопроката прямоугольного типа.
- Необходимые направляющие для перемещения силового и пильного устройства.
- Бабки, использующиеся для крепления, а также кручения бревна. Передняя бабка должна быть оснащена которая фиксирует ствол. Туда же будет монтироваться и шпиндельная головка.
- Фреза для оцилиндровочных станков является одним из ключевых элементов. Если фреза фигурного типа, то с ее помощью можно сделать паз для монтажа, если же она универсальная, то ее можно использовать для оцилиндровки, вырезки венцовых чашек, обработки плоскостей.
- Важным элементом станут и съемные ножи для фрезы. Изготовлены они должны быть из хорошей стали. Основное удобство в том, что их можно заменять, не снимая самой фрезы.

Разновидности агрегатов
На сегодняшний день имеется несколько типов оцилиндровочных станков.
Станки проходного типа обеспечивают постоянное движение заготовки по столу, обрабатывая ее в это же время. Есть также станки цикличного типа, движение и обработка в которых идет по нескольким циклам. Кроме того, этот делится еще на два — это цикло-проходные и цикло-позиционные. В первом случае заготовка из дерева остается неподвижной, а резак перемещается, во втором же случае, наоборот, инструмент для обработки не двигается, перемещается древесина.
Кроме того, этот делится еще на два — это цикло-проходные и цикло-позиционные. В первом случае заготовка из дерева остается неподвижной, а резак перемещается, во втором же случае, наоборот, инструмент для обработки не двигается, перемещается древесина.
Также здесь стоит отметить, что разделение станков осуществляется и по уровню их автоматизации. Бывают механические, автоматические и полуавтоматические станки. Если используется механический тип машины, то загрузка материала и настройка всех процессов осуществляются оператором. В автоматических машинах все это происходит без участия человека, нужно лишь контролировать ход работы. Станки полуавтоматического типа способны контролировать лишь одну стадию работы, далее будет требоваться вмешательство оператора.
Небольшое сравнение классов
Оцилиндровочные станки проходного типа отличаются своей высокой производительностью, однако у них также наблюдается определенная погрешность в процессе работы, а поверхность может оставаться слегка шероховатой.
Агрегаты, относящиеся к цикловому типу, намного качественнее обрабатывают поверхность, а также выполняются другие операции, но это существенно сказывается на производительности.
Однако здесь стоит отметить, что именно вторая категория устройств получила более широкое применение. Так как они более компактны, а их база считается более устойчивой.
Наиболее простым вариантом сборки такого устройства своими руками будет использование пилорамы в качестве основы. Вместо переднего конуса оборудования необходимо установить упор. Подшипником для этой детали будет оснащена бабка, которая расположена сзади. Для того чтобы вращать заготовку, можно использовать электрический мотор или же ручку.
Наибольшую сложность представляет собой изготовление фрезы, а потому ее стараются собирать из нескольких отдельных элементов. Очень важно, что материал, использующийся для этой детали, должен быть очень прочным. Для передвижения фрезы используется дополнительная рельса, которую также нужно установить. Окончательное устройство очень схоже с обычным Заготовка укладывается в пазы и вращается, а фреза перемещается вдоль. Таким же образом работают и оцилиндровочные станки.
Окончательное устройство очень схоже с обычным Заготовка укладывается в пазы и вращается, а фреза перемещается вдоль. Таким же образом работают и оцилиндровочные станки.
Этапы сборки
Первый шаг — это сборка рамы. Высота установки рамы — 20 см. Погрешность наклона допускается в районе 0,5 мм на 1 метр. Второй шаг — это установка силового механизма, а также крепление бабок. Далее необходимо закрепить трос для электрокабеля на установленных стойках. После этого можно приступить к креплению стопора к силовому механизму. Важной частью работы станет оборудование заземления для устройства, если оно использует электрический мотор. Только после обустройства заземления можно приступить к подключения мотора к питанию. Когда это будет готово, необходимо проверить соответствие фаз режимам работы. Если они были подключены неверно, то при включении мотора будет происходить обратное вращение. Если это случилось, значит, фазы нужно менять местами. Когда все готово, следует еще раз проверить правильность вращения. Укладывать бревно до того, как будут успешно завершены все проверочные работы, категорически запрещается.
Укладывать бревно до того, как будут успешно завершены все проверочные работы, категорически запрещается.
Особое внимание необходимо уделить креплениям бабок. Устанавливаются они максимально жестко и параллельно направляющим. Оси обеих элементов должны совпадать. Также важно сбалансировать фрезу, иначе станок довольно быстро выйдет из строя.
Собственная пилорама в домашнем хозяйстве – производство чрезвычайно полезное. Деревянный дом и участок требуют постоянных работ и обновлений, но при этом имеет массу недостатков: гниль, порча, горение. Чтобы вовремя заменить один из элементов дома или надворной постройки, требуется материал. Привезти его подчас просто дорого. Поэтому самодельные станки для оцилиндровки бревна пригодятся как нельзя кстати. Виды, преимущества и недостатки – описаны ниже.
Заводское производство
На сегодня цилиндровка бревна производится высокоточным оборудованием за один цикл обработки природного неокоренного хлыста. Такие технические новинки недёшевы, но вполне себя оправдывают – владельцы лесного и домостроительного бизнеса подтверждают семикратную окупаемость.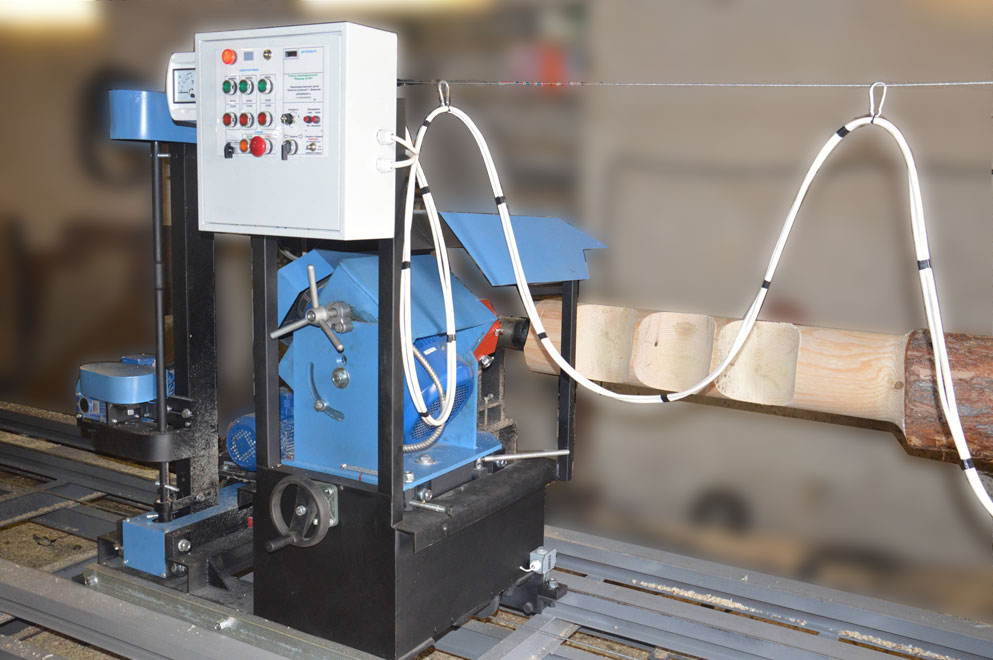 Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:
Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:
Каждая из машин требует специального помещения для беспрепятственной отгрузки готовой продукции и наличия персонала по обслуживанию и ремонту. Поэтому частные хозяйства предпочитают устраивать у себя самодельное оборудование, выпускающее качественные хлысты для самостоятельной сборки сруба.
Самодельные установки
Чтобы самодельная оцилиндровка брёвен не уступала по качеству производственной, соберите собственный механизм по все правилам, учтите все вопросы безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастают. Требования к самодельной установке следующие:
Чтобы собрать самодельный станок для оцилиндровки бревна, важно иметь подобный опыт и понимание работы каждого узла. Иначе механизм, имеющий электрический привод станет опасным.
Монтаж
Для работы используется старая пилорама, на которой заменяют корпус упором и задними бабками для зажима неокорённого ствола. В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.
В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.
Для перемещения фрезы, самым простым решение станет укладка рельсового пути. Не придётся перетаскивать тяжёлые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которых крепится рельса – не более 1 м, для монтажа используется брус, пропитанный специальными составами или уже готовые шпалы.
Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Действуя сварочным аппаратом, отдельно готовят её секции. А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.
Укрепляют фрезеровочный узел, собирается от деталей токарного станка. Ведь кроме оцилиндровки нужно вырезать чашку на стволе. Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу — производителю.
Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу — производителю.
Для формирования укладочного паза и компенсационного пропила, требуются соответствующие комплектующие. Подойдёт дисковая циркуляционная пила. Устанавливают её сбоку на фрезерный узел.
Теперь подключают двигатель для вращения. Сразу предусмотрите электропитание с советующим напряжением в помещении, предназначенном быть домашней пилорамой, силовой кабель должен идти отдельно и быть подключённым в независимый щит, иначе постоянного вышибания бытовых приборов в доме не избежать, что не может отразиться на их работе. Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.
Кабели подключения разнообразных узлов устанавливаются на всю длину готового станка с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.
Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.
До пуска в работу, станок для оцилиндрованного бревна проверяют на параллельность осей бабок, передней и задней. Перемещающая фреза должна идти точно горизонтально. Если этого не сделать, самая меньшая неприятность, случающаяся при эксплуатации – кривизна ствола. Большая – выход из строя всей системы. К тому же погрешность параллельных линий приводит к игре бревна, особенно при плохой фиксации.
Эксплуатация и уход
На производственных площадях выработка готового бревна может составить до 800 м за рабочую смену. В домашних условиях такое вряд ли возможно, да и не нужно. Чтобы получить несколько штук качественных ОЦБ для будущего строительства в день, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактику. Итак:
Своевременно делайте текущий и капитальный ремонт самодельной установки для оцилиндровки брёвен. Полной разборки при первом варианте может не понадобиться, если профилактика осуществлялась вовремя. На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
Капитальный ремонт осуществляется только усилиями специалиста по обслуживанию электродвигателей и слесаря сборщика. То есть снимается силовой узел и отправляется в мастерскую. Делать что-либо самому, при отсутствии знаний и опыта, не рекомендовано. Самостоятельно можно только заменить подшипники на вращающемся валу.
С давних времен человечество использует деревья для строительства жилья. Это материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В настоящее время дерево можно подвергнуть любой обработке, чтобы придать желаемую форму бревну. Для получения ровных бревен с одинаковой площадью сечения применяют станки для оцилиндровки.
Такая установка позволяет осуществлять различные операции обработки древесины:
- Оцилиндровка дерева.
- Изготовление пазов.
- Производство обрезной доски.
- Получение элементов для паркета.
- Обрезка досок.
- Производство бруса.
- Фрезерование гладкого бревна.
- Пиление древесины на лафет.

Оцилиндровочные установки находят применение на пилорамах, больших производствах и в личном хозяйстве. Главной функцией оборудования является снимание верхнего слоя древесины посредством применения фрезы и различными типами ножевых инструментов.
Разновидности оцилиндровочного оборудования
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.

При проходном методе обработки бревно производит линейное перемещение, а станок – вертящееся. А цикло-проходное оборудование предусматривает перемещение бревна касаемо оси, а перемещение инструмента происходит методом кручения. Цикло-позиционные станки осуществляют вертящиеся перемещения бревна, а инструмент производит прямолинейное движение параллельно оси заготовки.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.
Цикло-позиционные установки дают хорошую четкость и высокое качество, но выработка значительно меньше. Если сравнивать по занимаемой площади, то для размещения цикло-позиционного оборудования нужно куда меньше места, чем для проходных установок.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.
Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Чтобы уменьшить время и сделать помещение бревна на раму легче, применяют рычаги, устанавливаемые в центре бревна. Для выбора венцевой чашки нужно надежное прикрепление каретки. Поэтому применяются тормозные приспособления, размещаемые на окончаниях каретки. Если нужно получить продольный паз, то используют удобный регулятор вращения древесины.
Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.

А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.

Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Станок для изготовления оцилиндрованного бревна своими руками. Оцилиндровочный станок своими руками
Собственная пилорама в домашнем хозяйстве – производство чрезвычайно полезное. Деревянный дом и участок требуют постоянных работ и обновлений, но при этом имеет массу недостатков: гниль, порча, горение.
Чтобы вовремя заменить один из элементов дома или надворной постройки, требуется материал. Привезти его подчас просто дорого. Поэтому самодельные станки для оцилиндровки бревна пригодятся как нельзя кстати. Виды, преимущества и недостатки – описаны ниже.
Виды, преимущества и недостатки – описаны ниже.
Заводское производство
На сегодня цилиндровка бревна производится высокоточным оборудованием за один цикл обработки природного неокоренного хлыста. Такие технические новинки недёшевы, но вполне себя оправдывают – владельцы лесного и домостроительного бизнеса подтверждают семикратную окупаемость. Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:
Каждая из машин требует специального помещения для беспрепятственной отгрузки готовой продукции и наличия персонала по обслуживанию и ремонту. Поэтому частные хозяйства предпочитают устраивать у себя самодельное оборудование, выпускающее качественные хлысты для самостоятельной сборки сруба.
Самодельные установки
Чтобы самодельная оцилиндровка брёвен не уступала по качеству производственной, соберите собственный механизм по все правилам, учтите все вопросы безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастают.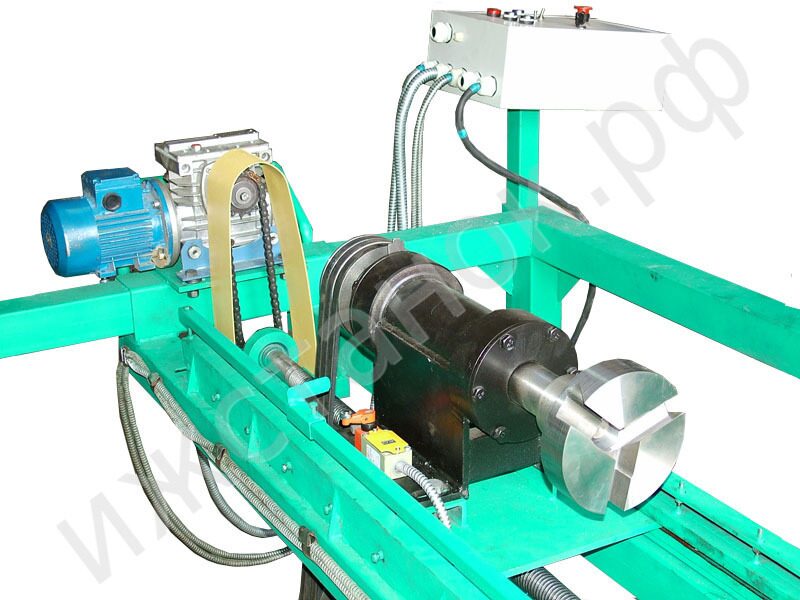 Требования к самодельной установке следующие:
Требования к самодельной установке следующие:
Чтобы собрать самодельный станок для оцилиндровки бревна, важно иметь подобный опыт и понимание работы каждого узла. Иначе механизм, имеющий электрический привод станет опасным.
Монтаж
Для работы используется старая пилорама, на которой заменяют корпус упором и задними бабками для зажима неокорённого ствола. В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.
Для перемещения фрезы, самым простым решение станет укладка рельсового пути. Не придётся перетаскивать тяжёлые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которых крепится рельса – не более 1 м, для монтажа используется брус, пропитанный специальными составами или уже готовые шпалы.
Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Действуя сварочным аппаратом, отдельно готовят её секции. А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.
Укрепляют фрезеровочный узел, собирается от деталей токарного станка. Ведь кроме оцилиндровки нужно вырезать чашку на стволе. Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу — производителю.
Для формирования укладочного паза и компенсационного пропила, требуются соответствующие комплектующие. Подойдёт дисковая циркуляционная пила. Устанавливают её сбоку на фрезерный узел.
Теперь подключают двигатель для вращения. Сразу предусмотрите электропитание с советующим напряжением в помещении, предназначенном быть домашней пилорамой, силовой кабель должен идти отдельно и быть подключённым в независимый щит, иначе постоянного вышибания бытовых приборов в доме не избежать, что не может отразиться на их работе. Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.
Кабели подключения разнообразных узлов устанавливаются на всю длину готового станка с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.
До пуска в работу, станок для оцилиндрованного бревна проверяют на параллельность осей бабок, передней и задней. Перемещающая фреза должна идти точно горизонтально. Если этого не сделать, самая меньшая неприятность, случающаяся при эксплуатации – кривизна ствола. Большая – выход из строя всей системы. К тому же погрешность параллельных линий приводит к игре бревна, особенно при плохой фиксации.
Эксплуатация и уход
На производственных площадях выработка готового бревна может составить до 800 м за рабочую смену. В домашних условиях такое вряд ли возможно, да и не нужно. Чтобы получить несколько штук качественных ОЦБ для будущего строительства в день, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактику. Итак:
Своевременно делайте текущий и капитальный ремонт самодельной установки для оцилиндровки брёвен. Полной разборки при первом варианте может не понадобиться, если профилактика осуществлялась вовремя. На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
Капитальный ремонт осуществляется только усилиями специалиста по обслуживанию электродвигателей и слесаря сборщика. То есть снимается силовой узел и отправляется в мастерскую. Делать что-либо самому, при отсутствии знаний и опыта, не рекомендовано. Самостоятельно можно только заменить подшипники на вращающемся валу.
Люди работали с древесиной с очень давних пор. С того времени использование этого сырья только набирало обороты. В настоящее время имеются целые объекты, занимающиеся обработкой древесины. Однако некоторые приспособления умелые хозяева могут собрать и самостоятельно, если им необходимо в большом количестве обрабатывать дерево. Довольно полезным устройством стал оцилиндровочный станок.
Назначение оборудования
Основное предназначение данного станка заключается в том, что его используют для придания правильной формы тем бревнам, которые идут на строительство срубов. Естественно, заготовку можно проводить и вручную, однако использование автоматизированного устройства значительно ускоряет и облегчает весь процесс.
Оцилиндровочный станок обладает следующим рядом функций:
- подготавливает пазы в бревнах для дальнейшего монтажа;
- проводит оцилиндровку материала;
- используется для производства обрезной доски из лафета;
- можно заготавливать плашки для паркета;
- можно проводить фрезеровку гладкой древесины;
- обрезка необрезной доски;
- изготовление бруса нужных размеров.
Кроме того, данное оборудование может создавать компенсационные пазы при помощи дисковой пилы, а скорость обработки сырья является настраиваемой.
Из чего состоит агрегат
Оцилиндровочный станок включается в себя несколько следующих компонентов:
- Металлическая рама, которая чаще всего изготавливается из трубопроката прямоугольного типа.
- Необходимые направляющие для перемещения силового и пильного устройства.
- Бабки, использующиеся для крепления, а также кручения бревна. Передняя бабка должна быть оснащена которая фиксирует ствол. Туда же будет монтироваться и шпиндельная головка.
- Фреза для оцилиндровочных станков является одним из ключевых элементов. Если фреза фигурного типа, то с ее помощью можно сделать паз для монтажа, если же она универсальная, то ее можно использовать для оцилиндровки, вырезки венцовых чашек, обработки плоскостей.
- Важным элементом станут и съемные ножи для фрезы. Изготовлены они должны быть из хорошей стали. Основное удобство в том, что их можно заменять, не снимая самой фрезы.
Разновидности агрегатов
На сегодняшний день имеется несколько типов оцилиндровочных станков.
Станки проходного типа обеспечивают постоянное движение заготовки по столу, обрабатывая ее в это же время. Есть также станки цикличного типа, движение и обработка в которых идет по нескольким циклам. Кроме того, этот делится еще на два — это цикло-проходные и цикло-позиционные. В первом случае заготовка из дерева остается неподвижной, а резак перемещается, во втором же случае, наоборот, инструмент для обработки не двигается, перемещается древесина.
Также здесь стоит отметить, что разделение станков осуществляется и по уровню их автоматизации. Бывают механические, автоматические и полуавтоматические станки. Если используется механический тип машины, то загрузка материала и настройка всех процессов осуществляются оператором. В автоматических машинах все это происходит без участия человека, нужно лишь контролировать ход работы. Станки полуавтоматического типа способны контролировать лишь одну стадию работы, далее будет требоваться вмешательство оператора.
Небольшое сравнение классов
Оцилиндровочные станки проходного типа отличаются своей высокой производительностью, однако у них также наблюдается определенная погрешность в процессе работы, а поверхность может оставаться слегка шероховатой.
Агрегаты, относящиеся к цикловому типу, намного качественнее обрабатывают поверхность, а также выполняются другие операции, но это существенно сказывается на производительности.
Однако здесь стоит отметить, что именно вторая категория устройств получила более широкое применение. Так как они более компактны, а их база считается более устойчивой.
Наиболее простым вариантом сборки такого устройства своими руками будет использование пилорамы в качестве основы. Вместо переднего конуса оборудования необходимо установить упор. Подшипником для этой детали будет оснащена бабка, которая расположена сзади. Для того чтобы вращать заготовку, можно использовать электрический мотор или же ручку.
Наибольшую сложность представляет собой изготовление фрезы, а потому ее стараются собирать из нескольких отдельных элементов. Очень важно, что материал, использующийся для этой детали, должен быть очень прочным. Для передвижения фрезы используется дополнительная рельса, которую также нужно установить. Окончательное устройство очень схоже с обычным Заготовка укладывается в пазы и вращается, а фреза перемещается вдоль. Таким же образом работают и оцилиндровочные станки.
Этапы сборки
Первый шаг — это сборка рамы. Высота установки рамы — 20 см. Погрешность наклона допускается в районе 0,5 мм на 1 метр. Второй шаг — это установка силового механизма, а также крепление бабок. Далее необходимо закрепить трос для электрокабеля на установленных стойках. После этого можно приступить к креплению стопора к силовому механизму. Важной частью работы станет оборудование заземления для устройства, если оно использует электрический мотор. Только после обустройства заземления можно приступить к подключения мотора к питанию. Когда это будет готово, необходимо проверить соответствие фаз режимам работы. Если они были подключены неверно, то при включении мотора будет происходить обратное вращение. Если это случилось, значит, фазы нужно менять местами. Когда все готово, следует еще раз проверить правильность вращения. Укладывать бревно до того, как будут успешно завершены все проверочные работы, категорически запрещается.
Особое внимание необходимо уделить креплениям бабок. Устанавливаются они максимально жестко и параллельно направляющим. Оси обеих элементов должны совпадать. Также важно сбалансировать фрезу, иначе станок довольно быстро выйдет из строя.
С давних времен человечество использует деревья для строительства жилья. Это материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В настоящее время дерево можно подвергнуть любой обработке, чтобы придать желаемую форму бревну. Для получения ровных бревен с одинаковой площадью сечения применяют станки для оцилиндровки.
Такая установка позволяет осуществлять различные операции обработки древесины:
- Оцилиндровка дерева.
- Изготовление пазов.
- Производство обрезной доски.
- Получение элементов для паркета.
- Обрезка досок.
- Производство бруса.
- Фрезерование гладкого бревна.
- Пиление древесины на лафет.
Оцилиндровочные установки находят применение на пилорамах, больших производствах и в личном хозяйстве. Главной функцией оборудования является снимание верхнего слоя древесины посредством применения фрезы и различными типами ножевых инструментов.
Разновидности оцилиндровочного оборудования
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.
При проходном методе обработки бревно производит линейное перемещение, а станок – вертящееся. А цикло-проходное оборудование предусматривает перемещение бревна касаемо оси, а перемещение инструмента происходит методом кручения. Цикло-позиционные станки осуществляют вертящиеся перемещения бревна, а инструмент производит прямолинейное движение параллельно оси заготовки.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.
Цикло-позиционные установки дают хорошую четкость и высокое качество, но выработка значительно меньше. Если сравнивать по занимаемой площади, то для размещения цикло-позиционного оборудования нужно куда меньше места, чем для проходных установок.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.
Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Чтобы уменьшить время и сделать помещение бревна на раму легче, применяют рычаги, устанавливаемые в центре бревна. Для выбора венцевой чашки нужно надежное прикрепление каретки. Поэтому применяются тормозные приспособления, размещаемые на окончаниях каретки. Если нужно получить продольный паз, то используют удобный регулятор вращения древесины.
Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Все фото из статьи
Возведение жилья из дерева в нашей великой державе было развито издревле. Прежде всего, это вызвано колоссальными запасами этого экологически чистого и относительно недорогого материала. Несмотря на появление массы новых строительных технологий, классические срубы по-прежнему остаются популярными. Ведь преимущества оцилиндрованного бревна очевидны, о них далее и пойдет речь.
Почему именно бревно
Для начала выясним, оцилиндрованное бревно что это такое и почему в подавляющем большинстве люди предпочитают строить жилье именно из него.
Важно: говоря сухим языком определений, оцилиндрованным бревном принято называть прямой ствол дерева, предварительно обработанный на деревообрабатывающих станках для придания ему правильной цилиндрической формы.
В результате чего удаляется верхний неровный слой, сучки, а также наносятся компенсационные и монтажные пазы.
Плюсы материала
- Древесина сама по себе имеет природную пористую структуру, в результате чего она является одним из лучших тепло и звукоизоляторов .
- Имея четкие геометрические размеры, данный материал идеально стыкуется между собой . Специально обустроенные пазы обеспечивают высокую герметичность и качество межвенцевых швов.
- Все стволы имеют четко фиксированный диаметр, максимальное отклонение здесь может составлять не более 2 мм . Это дает возможность выбора леса для возведения помещений разного назначения с заданными характеристиками.
- На данный момент просто не существует более экологически чистого и полезного для людей строительного материала . В отличие от древесины традиционный кирпич или современные виды строительных материалов могут похвастаться только экологической нейтральностью.
- Хотя цена оцилиндрованного бревна может быть выше, нежели у многих конкурентов, но такие дома не нуждаются в дополнительной внутренней и внешней облицовке . Данный материал сам по себе обладает природной красотой, в результате чего владельцы существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально выпускать стволы с уже готовыми соединительными элементами . Это значительно ускоряет процесс возведения конструкций и дарит массу вариантов планировки.
- Возможно, вам уже приходилось слышать, что натуральная древесина дышит . Под этим подразумевается способность массива забирать из воздуха избыточную влагу и отдавать ее при изменении условий. Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме.
- И наконец, инструкция по строительству вполне доступна . Простенькую баньку, сарай или небольшой дачный домик, хороший хозяин при большом желании сможет возвести своими руками.
В чем недостатки
- Как мы уже говорили дерево это живой материал, поэтому со временем массив начинает усыхать и трескаться. Это действительно так, но благодаря современным подобные процессы можно существенно замедлить.
- Многие знают, что в процессе роста ствол дерева слегка скручивается по спирали. После среза, эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленного леса, конструкции может повести. Но сухое оцилиндрованное бревно лишено этого недостатка.
- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям легко ликвидируются за счет все тех же специализированных пропиток.
- Пожалуй, единственным существенным недостатком любого деревянного строения является высокий процент усадки новых домов. Хорошо высушенный качественный лес усаживается до 100 мм на каждые 3 – 4м стены в первый год. И по 10 – 20 мм еще в течении 2 – 3 лет. Свежеспиленный лес будет усаживаться до 10 лет.
Что влияет на эксплуатационные характеристики
Для определения основных параметров материала существует свод нормативных актов. В нашей стране это ГОСТ 2708-75, на западе ISO 4480-83. Большой разницы между ними нет, основные параметры идентичны. Именно на этих данных базируется такая программа как калькулятор оцилиндрованного бревна объема, веса, плотности и прочих характеристик.
Совет: желательно чтобы таблица объема оцилиндрованного бревна была оригинальной, то есть взятой из выше указанных нормативных документов.
Так как сейчас есть множество корпоративных таблиц, составленных с учетом коммерческих интересов некоторых корпораций и содержащих неточности выгодные именно для тех, кто их составлял.
Станки и оборудование
Еще 50 – 100 лет назад каждый плотник или просто хороший хозяин знал как оцилиндровать бревно в домашних условиях. В виду того, что занятие это долгое и весьма трудоемкое, с развитием деревообрабатывающего производства настоящих специалистов осталось не так много.
Безусловно, в споре, что дешевле бревно или оцилиндрованное бревно, выигрывает обычный необработанный ствол. Но выстроить хороший дом или качественную баню из «дикого» материла практически нереально. Не считая времени, затраченного на кустарную оцилиндровку и трудоемкий монтаж, герметично обустроить швы и стыки у вас не получится. Соответственно помещение будет холодным и простоит недолго.
Станок для цилиндровки бревен это, по сути, симбиоз фрезерных и токарных функций. Такое оборудование обладает внушительными размерами и включает в себя общую металлическую раму, на которой базируются, силовой агрегат, который может состоять из нескольких силовых установок.
Основную работу выполняет передняя бабка. Именно на ней установлены резцы для обдирки верхнего слоя и фигурные фрезы для чистовой обработки бревна. Задняя бабка, как в большинстве подобного оборудования служит для фиксации и подачи самой заготовки.
Если вы хотите знать, сколько времени делается оцилиндрованное бревно, то в данном случае зависит от качества и функциональной наполненности оборудования. Современные автоматизированные линии способны за считанные минуты выточить из природного бревна высококачественное калиброванное изделие, по заданным параметрам.
Все подобные агрегаты бывают двух видов – проходные и циклические. Первые предназначены для больших объемов производства и обладают минимумом функций. В них материал движется непрерывным потоком и, проходя сквозь рабочую зону, цилиндруется и фрезеруется.
оборудование для оцилиндровки бревна своими руками в домашних условиях, самодельные станки и для производства
Оцилиндрованное бревно отличается идентичным размером и идеальной поверхностью. Обычно для изготовления используется лиственница или хвоя. Самой востребованной является сосна. Бревна обрабатываются на специальных станках, в результате чего края получаются ровными, а стволы идентичными по форме и радиусу. Кладка материала занимает меньше сил и времени, постройка выглядит более изысканно и элегантно.
Каким бывает оборудование?
Станки для оцилиндровки бревна позволяют видоизменить материал всего за один цикл обработки. Оборудование это довольно серьезное и дорогостоящее, используется на производстве. Начинающие мастера нередко используют самодельные станки по дереву. Это довольно удобно и в тех случаях, если бревна заготавливаются только для личных нужд. Используются такие типы станков.
Токарные
Деталь заживается и движется по оси, фреза обрабатывает поверхность по всей длине. Форма получается идеально ровной. Можно работать с большим диаметром. Доступна декоративная обработка. Станки токарного типа нужно постоянно контролировать, чтобы диаметр не сбился. Процесс проходит довольно медленно, однако, этого достаточно для личных целей.
Понадобится дополнительная шлифовка готового бревна.
Токарно-роторные
Бревно расположено в зажиме, фрезер двигается вокруг материала. Установленное кольцо позволяет получать готовый продукт определенного диаметра. Обработка качественная, станок не допускает искривлений. Оборудование довольно энергозатратное и работает медленно. Требуется постоянный контроль и хорошее укрепление. В противном случае создаются большие вибрации – это может создать опасную ситуацию для оператора. Каждый станок устанавливается в отдельном помещении. Это необходимо для простоты обслуживания, а также для отгрузки готового бревна.
Проходное
Применяется для оформления сырья с небольшим диаметром, не более 24 см. Фрезы зафиксированы и не двигаются, верстак подает заготовку. Роторный станок позволяет передвигать материал непрерывно. Зажимы не применяются, движение осуществляется вальцевым механизмом. На выходе получается аккуратный материал с качественной шлифовкой.
Такой станок позволяет изготавливать бревна длиною до 6 м. Правда, в таком случае может наблюдаться небольшая кривизна. Среди недостатков отмечается неравномерный укладочный паз и произвольное изменение ширины пропила компенсации.
Стоит отметить, что постоянный контроль и периодическая регулировка позволяют избавиться от недочетов оборудования.
Позиционное
Токарное оборудование относится к циклическим. В таком типе перемещается бревно, а резак остается неподвижным. Материал фиксируется в центре станка. Дальше бревно двигается прямо благодаря внутренним направляющим. В качестве режущего инструмента применятся шпиндель.
Как выбрать станок?
Стоит продумать все нюансы перед тем, как совершить покупку довольно дорогостоящего оборудования. Станок может быть механизированным или автоматизированным. В первом случае оператор должен самостоятельно погрузить и достать бревно, настроить и отрегулировать работу оборудования. Важно контролировать все этапы обработки.
В автоматизированном станке роль оператора меньшая. Достаточно просто следить за процессом. Также есть полуавтоматический оцилиндровочный станок. В таком случае мастер включается в процесс после проведения машиной каждого цикла обработки.
Электрическое оборудование может работать без перебоев только в том случае, если есть дополнительный источник питания или надежные линии электропередачи. Альтернативой станет бензиновая модель. Она абсолютно не зависит от внешних факторов.
Однако такой станок требует регулярной дозаправки.
Следует также определиться, какой тип более подходящий. Проходное оборудование фрезерного типа обеспечивает высокую производительность, но может страдать качество обработки. Большая часть моделей не может обеспечить нужной шлифовки. Цикловые станки имеют более низкую производительность, но выше качество. Они компактные и устойчивые, выполняют полный перечень операций.
Стоимость оборудования зависит от производителя. На сегодняшний день есть большое количество моделей, которые подойдут под различный бюджет. Полный цикл довольно важен для профессионального изготовления оцилиндрованных бревен. В таком случае стоит обратить внимание на такие модели, как «Кедр», «Терем», «Тайга» и «Термит».
При покупке модели неполного цикла потребуется также торцовочный станок.
Как оцилиндровать бревно в домашних условиях?
Сделать такой пиломатериал можно и самому. Некоторые процессы производятся вручную, например, шлифовка и обработка. Для других пригодится самодельный станок. Сборка оборудования требует опыта и знаний. Следует понимать принцип работы и важность каждого отдельного узла.
Самодельные станки обходятся дешевле, но при грамотной сборке они не хуже по качеству, чем покупные. Важно только изготавливать их по всем правилам, чтобы не рисковать здоровьем и жизнью. В лучшем же случае владелец неправильно собранного оборудования просто не получит качественного бревна на выходе.
Основные требования такие.
- Большая станина весом более 1 тонны. В противном случае будут появляться вибрации и бревно может слететь.
- Много пространства, чтобы укладывать и перемещать холсты. Площадь можно компенсировать механизмом роторного типа.
- Площадка должна быть бетонирована по всем требованиям безопасности. Следует продумать амортизацию, опалубку, заливку и армирование. Платформа выдерживается не меньше 3 недель. Оборудование на грунте ведет себя непредсказуемо. Есть риск возникновения опасной ситуации.
- Готовый станок проверяется балансировкой режущей части. В противном случае все оборудование может сломаться, или же испортится само бревно.
- Можно использовать составляющие только высокого качества. Особенно важно подобрать фрезы или ножи. В противном случае станок не сможет справиться с обработкой.
При изготовлении оцилиндрованного бревна своими руками следует придерживаться определенного порядка действий. Сначала материал заготавливается и просушивается. Только потом можно проводить обработку. Сам станок требует подготовки. Настройка производится исходя из диаметра бревна, также следует проверить работоспособность всех элементов.
Заготовка
Используются только те бревна, которые имеют минимальные искривления. Имеет значение и диаметр, кондиционная прочность. Дефективные заготовки не подходят для оцилиндровки. Особым качеством и плотностью отличается северная древесина. Не стоит использовать деревья, которые растут на заболоченной местности. Они могут скручиваться со временем. Такая древесина с высоким процентом влажности слишком усыхает.
В некоторых ситуациях и вовсе наблюдается гниение бревна.
Сушка
Большую часть бревен просушивают естественным путем. Такой процесс занимает много времени, порядка 2-3 лет. В качестве альтернативы применяется конвективная камера, но это возможно только в промышленных условиях. Сушка займет порядка 1,5-2 месяцев.
Компенсационные пазы препятствуют растрескиванию древесины в процессе потери влаги. Если же начать стройку с влажным материалом, то само строение потом осядет примерно на 20-30 см. Не стоит допускать такого, особенно в тех случаях, когда бревна заготавливаются в личных целях.
Древесину лучше просушивать именно атмосферным способом.
Оцилиндровка
Каждое бревно обрабатывается на станке. Причем важно настроить оборудование на определенный диаметр. Технические нормы допускают перепады не более 2-4 мм. Следует выпилить лунный паз и компенсационный пропил. Последний снимает с волокон напряжение, позволяет избежать трещин и усадки после сборки конструкции. Пропил следует сделать вдоль поверхности ровным пазом толщиной около 8-10 мм и глубиной в ¼.
Укладывать готовые бревна нужно пазов вверх, чтобы не попадала влага.
Торцовка
Бревна необходимо разделить. С этой задачей поможет справиться торцовочный станок. Можно произвести распил и вручную пилой. На торцах следует сделать пазы и шипы. Это позволит наращивать длину, делать проемы для окон и дверей.
Под выбранный проект вырезаются чашки. Такой элемент поперечного крепления обеспечивает надежную фиксацию оцилиндрованных бревен. Чашки можно сделать на специальном станке. Такая же опция есть в оборудовании полного цикла.
При самостоятельном выпиливании обязательно используется лазерный уровень и точный инструмент.
Обработка
Дерево является живым материалом. Оно сильно подвержено воздействию внешних факторов и вредителей. Сохранить его можно только в том случае, если обработать специальными защитными составами. Категории средств для оцилиндрованных бревен могут быть такими.
Антисептические препараты
Вещества обычно есть в составе пропиток. Используются для защиты от жуков, плесени, грибка. Для предварительной обработки применяются слабые растворы, концентраты – для лечения. Известные производители: Belinka, «Неомид».
Транспортные антисептики
Применяются сразу после торцевания. Обеспечивают защиту от плесени и загнивания на полгода. Сверху можно наносить другие защитные и декоративные составы. Производители: «ОгнеБиоЗащита», «Неомид» особо популярны.
Огнезащитные есть в составе антипиренов, которые позволяют материалу не загораться в течение нескольких часов
Продукция заводов «НОРТ», «Рогнеда» показывает лучший результат. Дом может стоять какое-то время даже под воздействием открытого огня.
Влагозащитные составы
На поверхности бревна образуется гидроизоляционная пленка, которая закрывает поры. В результате материал не мокнет и не гниет. Средства от «НЕО+» и Biofa особо эффективны.
Комплексные препараты
Универсальные средства полного спектра защиты. Такие выпускают компании «Рогнеда» и «ОгнеБиоЗащита». Они способны уберечь бревно всех угроз.
В инструкции к каждому составу указаны особенности применения. Обработать бревно транспортным антисептическим раствором можно сразу же после окончания последнего цикла обработки. Остальные же составы обычно наносят после сборки сруба и заделывания швов. При этом обработка проводится только тех бревен, которые имеют уровень влажности не более 25%. Для контроля применяется влагомер.
Для обработки в домашних условиях следует предварительно отшлифовать поверхность от потемневшей древесины, остатков коры и пыли. Используются веник и щетка с жесткой щетиной, бытовой пылесос. Также понадобится кисточка или валик, распылитель для нанесения состава. На производстве чаще применяется автоклав.
Обработка производится только в защитном костюме, дополнительно понадобится маска. Состав тщательно взбалтывается или размешивается перед нанесением. Важны и условия проведения обработки. Температура воздуха должна быть не ниже +5°C, отсутствие прямых солнечных лучей. Нельзя обрабатывать мерзлое оцилиндрованное бревно.
Видеообзор станка для оцилиндровки бревна Тайга ОС-1 вы можете посмотреть на видео ниже.
Оцилиндрованные бревна: производство, технология, станки
Технологию строительства из бревен цилиндрической формы приобрела промышленный размах лишь в середине 70-х годов XX века в США и Скандинавии, а сегодня успешно используется по всему миру.
Оцилиндрованные бревна составили удобную элементную базу в системах, где применяется автоматизированное проектирование, массово применяемое в деревянном строительстве.
Производство оцилиндрованного бревна
Оцилиндровку бревен выполняют на оцилиндровочных станках. Это есть первый этап обработки. На втором этапе выбирается продольный паз обычно радиальной формы для стыковки с нижним бревном. Иногда вместе с этой операцией в бревне с помощью толстой пилы или узкой фрезы проделывается разгрузочный паз для снижения трещинообразования бревна при сушке.
Финальной операцией или третьим этапом производства оцилиндрованных бревен является изготовление элемента, с помощью которого венцы соединяются в углах. Они могут выглядеть как полукруглые чаши или иметь более сложный паз для соединения. Более подробно о способах соединения вы можете прочесть в статье «Выбор углового соединения оцилиндрованного бревна».
Далее заготовка подвергается торцовке под заданную длину с обеспечением чистоты и нормальности распилов; сверловке сквозных и глухих отверстий для нагелей или других целей; фрезеровке по торцам прямоугольных пазов, рассчитанных на оконные рамы и дверные проёмы.
Технологический аспект
На оцилиндровочных станках допускается обработка лишь бревен 3-го сорта и выше, причем очищенный от коры ствол в диаметре у комля должно превышать поперечник товарного продукта где-то на 7 см.
Экономическая оправданность допускает конусность заготовки 1 см на 100 см длины при припуске 1 см для обработки вершины, чтобы исключить обзол. Обрубленные сучки должны быть высотой не более 1 см, прогиб стрелы изгиба– не более 2 см.
У бревен должна быть перпендикулярность оторцовки, отсутствовать козырьки, размочаленность, двойная сердцевина и пр. Стволы дооцилиндровки лучше освободить от коры и посушить на воздухе, пока влажность не снизится до 25%, для исключения в процессе высыхания большого коробления. Загрязненные бревна допустимо обмыть водой под напором и убедиться, что в нем нет металла.
По поводу рекомендуемых профилей готовых изделий, их «геометрии», типов и габаритов сопряжений в углах можно прочесть в ГОСТ 30974-2002. Они должны отвечать определенным требованиям. Так, например, величины допустимых наибольших колебаний параметров изделий могут быть такими:
- диаметра– ±2 мм;
- глубины паза вдоль образующей – ±2 мм;
- глубины чаши – ±1 мм;
- отклонение от прямолинейности обработанного изделия по длине – 1 мм на 100см.
Оцилиндрованная поверхность бревна должна иметь показатель шероховатости не больше Rzmax=0,320 мм, на торцах и в других местах – не превышать 0,800 мм.
Оцилиндровочный станочный парк
Чтобы изготавливать оцилиндрованные бревна в промышленных масштабах необходимо большое количество станков, приспособлений и инструментов. Главное место отводится оцилиндровочным станкам. На них обычно реализуются три самые основные операции в изготовлении данных изделий для деревянного строительства. По типу установки заготовки на станке перед ее обработкой они делятся на проходные и позиционные.
Проходной станок
На этих станках обрабатываются стволы в длину 1,5-8 метров постепенно по мере их непрерывного поступательного движения по операционной зоне станка.
Осевое вращение заготовки должно быть абсолютно исключено. Оцилиндровка заготовки выполняется обычно вращающейся роторной головкой, на которой установлены черновые и чистовые ножи.
До начала работы по оцилиндровке бревна, оно посредством рычажного подпружиненного механизма, имеющего зубчатые сектора, выставляется вдоль оси движения и направляется внутрь роторного инструмента с помощью вальцового подающего механизма, имеющего седлообразные приводные вальцы. Благодаря такой форме вальцов наряду с качественной подачей осуществляется и надежность базирования заготовки. Наряду с вальцовыми подающими механизмами станки для оцилиндровки оборудуются цепными конвейерами и транспортерами.
Чтобы повысить формовую точность бревна, на некоторых станках в роторной головке имеется центрирующая втулка. Но при смене обрабатывающего диаметра наряду с переустановкой в роторной головке обрабатывающих инструментов, меняется и центрирующая втулка с новым диаметром.
Позиционные станки
В позиционных станках заготовка может вращаться наподобие токарного станка или оставаться неподвижной. При этом роторной головкой совершаются вращательно-поступательные движения в направлении его продольной оси, и при этом происходит точение. Суппорт на этих станках наряду с роторной головкой оборудуется инструментами, выбирающими продольные пазы, формирующие чаши, сверлящие отверстия и др.
На вращающемся бревне выполняется операция фрезерования. При этом качество оцилиндровки будет зависеть от таких параметров, как скорость вращения фрезы, подача и угловая скорость заготовки, так как ими определяются кинематические неровности на обрабатываемых поверхностях.
Позиционные оцилиндровочные станки, которые формируют оцилиндровку бревна фрезерованием, могут после небольшой доработки изготавливать конические бревна и при этом максимально учитывается его природный сбег.
Преимущества позиционных станков над проходными
Для производства оцилиндрованного изделия наиболее популярным и доступным инструментом все более и более становятся оцилиндровочное позиционное оборудование. Отметим наиболее существенные их преимущества над проходными аналогами:
- полностью убирается кривизна бревна по длине;
- обеспечивается высокая чистота обработки и, как следствие, образцовое качество на выходе;
- надежная система базирования заготовки на станке;
- повышение производительности за счет комплексной обработки заготовки за один проход;
- небольшие энергетические затраты;
- компактные размеры и относительно небольшой вес;
- не нужны большие производственные площади, легкость монтажно-демонтажных и транспортных работ;
- возможность применения для других операций и т. д.
Всеми отмеченными выше качествами, конечно, обладает оцилиндровочный станок позиционного типа, выпускаемый промышленной группой «Кедр». Несмотря на свои скромные габариты (станка – 115х125х80 см, рельсового пути из трех секций– 14х106х750 см) и вес (600 кг), на нем можно обрабатывать стволы длиной до 6,5 метра и диаметром от 16 до 24 см.
Скорость вращения бревна на этом станке имеет три позиции 30, 45 и 60 об/мин, что обеспечивает не только необходимую производительность (одно бревно «под ключ» за 15-30 мин), но и качество обработки поверхности, независимо от типа древесины, т. е. его твердости и степени волокнистости.
Подъем и опускание фрезы, а также перемещение станка по длине бревна может быть, как ручным, так и электромеханическим. Ручное управление приемлемо при периодических или небольших объемах работ. Наличие электромеханического привода дает возможность намного повысить производительность и снизить трудоемкость.
Станок может быть укомплектован устройством для выполнения компенсационного пропила. Мощность двигателя привода фрезы составляет 7,5 кВт, а вращения бревна – 1,1 кВт.
Примечательно что с помощью оцилиндровочного станка «КЕДР», на получение бревен для возведения стен дачного дома габаритами 6 x4 м, потребуется всего 3 дня (из расчёта 8-ми часовой рабочей смены). Экономия на собственном производстве готового материала может достигать 80%.
Станок для оцилиндровки бревен своими руками
С давних времен человечество использует деревья для строительства жилья. Это материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В настоящее время дерево можно подвергнуть любой обработке, чтобы придать желаемую форму бревну. Для получения ровных бревен с одинаковой площадью сечения применяют станки для оцилиндровки.
Такая установка позволяет осуществлять различные операции обработки древесины:
- Оцилиндровка дерева.
- Изготовление пазов.
- Производство обрезной доски.
- Получение элементов для паркета.
- Обрезка досок.
- Производство бруса.
- Фрезерование гладкого бревна.
- Пиление древесины на лафет.
Оцилиндровочные установки находят применение на пилорамах, больших производствах и в личном хозяйстве. Главной функцией оборудования является снимание верхнего слоя древесины посредством применения фрезы и различными типами ножевых инструментов.
Разновидности оцилиндровочного оборудования
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.
При проходном методе обработки бревно производит линейное перемещение, а станок – вертящееся. А цикло-проходное оборудование предусматривает перемещение бревна касаемо оси, а перемещение инструмента происходит методом кручения. Цикло-позиционные станки осуществляют вертящиеся перемещения бревна, а инструмент производит прямолинейное движение параллельно оси заготовки.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.
Цикло-позиционные установки дают хорошую четкость и высокое качество, но выработка значительно меньше. Если сравнивать по занимаемой площади, то для размещения цикло-позиционного оборудования нужно куда меньше места, чем для проходных установок.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.
Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Чтобы уменьшить время и сделать помещение бревна на раму легче, применяют рычаги, устанавливаемые в центре бревна. Для выбора венцевой чашки нужно надежное прикрепление каретки. Поэтому применяются тормозные приспособления, размещаемые на окончаниях каретки. Если нужно получить продольный паз, то используют удобный регулятор вращения древесины.
Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Republished by Blog Post Promoter
Станок для цилиндрической обработки бревен
Станок деревообрабатывающий цилиндрический формовочный модели -6,5 предназначен для всесторонней обработки (профилирования) бревен.
Бревна, обработанные станком, используются при возведении стен, срубов различного назначения без дополнительной регулировки. Станок для цилиндрической формовки бревен способен выполнять все операции по изготовлению готовых деталей срубов: цилиндрическую формовку бревна, вырезание продольной укладочной канавки, нарезание компенсационного пропила, вырезание элемента поперечного крепления цилиндрических деталей — крестовины венчатой. «чашка».
Станок имеет минимальные габариты, вес и потребляемую мощность по сравнению с другими машинами аналогичного назначения, не требует подготовки бревен перед переработкой. Возможность плавной регулировки скорости движения каретки и скорости вращения бревна обеспечивает достижение максимально плоской поверхности заготовки. На станке можно формировать конические бревна, бревна переменного диаметра, резной брус.
| Технические характеристики | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Высокая производительность и многофункциональность при низком энергопотреблении и небольших размерах. Видео | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Оборудование для цилиндрической обработки бревен
Цилиндрическая формовка бревен — самый популярный сегодня способ обработки древесины в срубном строительстве.Срубы из бревен цилиндрической формы — традиционное жилище славян. В древности бревна окаливали топором, но сегодня время и прогресс заменили топор на станках для цилиндрической обработки бревен.
Современные станки для цилиндрической обработки бревен в зависимости от способа обработки можно разделить на две группы — тип подачи (или роторные) и токарно-фрезерный тип.
Станки для цилиндрической обработки бревен подающего типа обладают высокой производительностью, но имеют низкую точность, относительно большую шероховатость обрабатываемой поверхности из-за недостатков в системе базирования, дорогие (из-за эксклюзивности и сложности изготовления) детали и материалы, высокое энергопотребление .Подготовка бревна необходима перед обработкой на станках подчиненного типа для цилиндрической обработки бревен. Станки токарно-фрезерные для цилиндрической обработки бревен отличаются высокой точностью и хорошим качеством обрабатываемой поверхности, а их производительность ниже, чем у станков подающего типа. Они имеют прочную систему базирования, занимают мало места на производственной площадке, имеют относительно низкое энергопотребление и могут превратить заготовку любой исходной кривой и корявой формы в гладкое бревно.Кроме того, токарно-фрезерные станки для цилиндрической обработки бревен обычно комплектуются агрегатом для обрезки венцованных поперечных чашек.
Оборудование для цилиндрической обработки бревен работает в комплексе с надрезными станками или, как их еще называют, станками для вырезания чашек. В зависимости от режущего инструмента станки для обрезки стаканов бывают двух видов: фрезерные и ленточные.
Станок для вырезания чашек фрезерного типа нарезает чашку фрезой — ножевой или корончатой. Полученная чашка имеет правильную форму и заданные размеры.Некоторые неудобства в работе с такими станками для вырезания чашек включают смену инструмента при изменении размера чашки (каждый диаметр чашки требует отдельного резака и ножей), а также наличие «бахромы» на краю чашки с корончатым надрезом при работе с ножевым резаком. . Кроме того, станки для обрезки чашек фрезерного типа потребляют гораздо больше энергии, чем ленточные.
Станки для вырезания чашек ленточного типа встречаются гораздо реже, чем фрезерные. Станок ленточного типа отрезает коронную чашку узкой ленточной пилой, так называемой «лобзиком», сваренной по кругу.Полученные края чашки гладкие, без бахромы, форма и размеры соответствуют техническим условиям. Большинство этих машин позволяют вырезать чашки практически любого диаметра без смены режущего инструмента. Одноразовый лобзик можно считать недостатком при использовании станков ленточного типа — лобзики с затупленной режущей кромкой, как правило, не подлежат переточке.
Научно-производственное объединение «Группа компаний« МАГР »с 2001 года производит деревообрабатывающие станки для цилиндрической обработки бревен, а также станки и приспособления для обрезки чашек.MAGR гарантирует надежность машин, простоту их использования и качество выпускаемой продукции благодаря многолетнему опыту проектирования оборудования, расширенным производственным возможностям, многоуровневой системе контроля качества и постоянной обратной связи с клиентами, использующими оборудование для цилиндрических конструкций. формовка бревен.
LL-41 — Веб-сайт Woodlandia
ОБРАТИТЕ ВНИМАНИЕ:
Представленная здесь модельLL-41 — ПРЕРЫВАННАЯ модель токарного станка. С 2016 года Woodlandia предлагает несколько новых станков для обработки бревен или фрезерных центров для домов из бревен, которые превосходят технические параметры, характеристики, производительность и работоспособность более старых LL-41, а именно:
| Машинный код | Краткое описание |
|---|---|
ЛЛ-41.600
| LL-41.600
Станок поставляется в виде комплекта. Ожидается, что владелец произведет сборку и настройку станка в соответствии с предоставленным руководством по сборке. |
| LL-700 | LL-700
Станок поставляется в виде комплекта. Ожидается, что владелец произведет сборку и настройку станка в соответствии с предоставленным руководством по сборке. |
ПРЕКРАЩЕНА
Что такое станок ЛЛ-41?
Станок Woodlandia LL-41 — это токарный станок для бревен или токарный станок для производства бревен для изготовления корпусов бревенчатых домов или других целей.Машина может выполнять четыре основных операции с журналом:
- Токарная обработка (превращение необработанной коры или окорки, сухих или «зеленых» бревен в шпонки цилиндрической формы)
- Шведский риф (боковой паз С-образной формы),
- Насечка (круглая)
- Продольный пропил (продольный пропил для снятия внутренних напряжений стержня).
Токарный станок для бревен LL-41 может обрабатывать необработанные бревна диаметром до 19½ дюймов (500 мм).В стандартной комплектации этот станок для округления бревен производит цилиндрические бревна диаметром от 6 до 18 дюймов (160 — 460 мм). Также на токарном станке можно фрезеровать круглые пазы и рифленую пластину для диаметров от 6¼ до 12½ дюймов (160 — 320 мм).
Обратите внимание: станок LL-41 поставляется в НАБОРЕ ЛОГОВОГО ТОКАРНО . Сборка требуется на месте у владельца (инструкция по сборке прилагается).
Кому может понадобиться станок LL-41?
- Малые и средние предприятия, работающие в сфере домостроения из фрезерованного бревна, — токарный станок Woodlandia LL-41 — эффективное решение для них.Ознакомиться с решениями на базе LL-41 можно здесь.
- Новые предприятия, намеревающиеся производить и строить «дома из фрезерованного бревна», поскольку токарный станок для бревен LL-41 — единственный станок в своем классе, способный производить бревна эффективно и по-прежнему по экономичной цене.
- Некоторые лесопильные заводы могут получить выгоду от токарного станка LL-41 для выполнения заказов на изготовление оцилиндрованного бревна по индивидуальному заказу для украшения бревен, украшения, веранд, бревенчатых ферм и т. Д.
- Сообщества или кооперативы, которые работают над проектами экономичного жилья
- Сообщества коренных народов предоставят доступное жилье и создадут новые рабочие места
Почему я предпочитаю LL-41 другим конкурирующим токарным станкам для бревен?
Примите во внимание следующие аргументы:
- В развитых странах, где заработная плата выше, время, затрачиваемое на фрезеровку бревен, имеет решающее значение, поскольку больше времени на фрезеровку бревен занимает менее прибыльное дело
- Стоимость станка также входит в «уравнение рентабельности»
- Любой токарный станок, предназначенный для изготовления бревен, в 5-10 раз медленнее, чем бревенчатый тип профилей (например, пожалуйста, просмотрите станки Woodlandia RLM), поэтому, если кто-то решит купить токарный станок для бревен, то вопрос будет следующим: : «какие криутерии выбрать токарный станок?» Мы видим, что критериями являются:
- возможности
- скорость (пропускная способность)
- цена
- надежность
- возможность расширения
- Woodlandia LL-41 способна быть такой же эффективной (а иногда даже более эффективной и производительной), чем более дорогие и сложные токарные станки конкурентов
- Woodlandia LL-41 пропускная способность составляет около 1 20 футов (6 м) длинного бревна каждые 30 минут (если производственный процесс организован эффективно), что является средней скоростью любого токарного станка для фрезерования длинных бревен со шведским рифлением и пазами.
- Станок для токарной обработки бревен LL-1 имеет экономичную цену, что делает его доступным даже для начинающего бизнеса.
- Woodlandia LL-41 фрезерный станок для бревен — надежное, надежное решение, работающее более 8 лет в разных странах (Канада, США, Россия, Австралия, Новая Зеландия, Великобритания, Австрия, Румыния, Чехия).
- Woodlandia поставляет ряд других машин (см. Линейку Woodlandia RoundMaster), которые могут увеличить производительность дома из бревен на 50-100%.Это:
- Станки для вырубки бревен (так как вырубка, так как дорогостоящая операция может выполняться на другой станции параллельно с процессом бревна). Такая концепция называется LL-41B (комплект) и описывается в этой главе (пожалуйста, нажмите здесь, чтобы просмотреть).
- Станок для поперечной распиловки бревен (для обрезки торцов и концов бревен)
- Станок для долбления бревен (для фрезерования пазов в концах бревен для проемов и / или продольных соединений бревен)
О производительности ЛЛ-41
Мощность токарного станка зависит от следующего:
- навыки оператора
- стеблевой вид
- сезон (зима / лето)
- влажность стеблей
- заточка ножей
- Инфраструктура и организация производственного процесса
В среднем за 8-часовую рабочую смену 1 оператором и 1 помощником, 12-15 частей бревен длиной 20 футов (6 м) могут быть превращены в бревна для дома диаметром 12 дюймов (300 мм) + Шведский рифленый паз + пропил + 2 круглые вырезы
Помощник необходим для доставки бревен к / от токарного станка и уборки древесных отходов вокруг станции, если это необходимо).Это можно «преобразовать» в то, что в среднем 4-5 дней потребуется для обработки бревен для основного каркаса бревенчатой хижины размером 16×16 футов.
Правильная логистика и инфраструктура повысят производительность LL-41. Woodlandia рекомендует использовать автоматический конвейер для древесных отходов (под токарным станком) и силовое оборудование, такое как вилочный погрузчик или подвесная тележка, для обработки тяжелых длинных бревен. Некоторые наши клиенты сообщают, что они могут производить до 20 бревен за смену. Для повышения производительности обратите внимание на:
- Используя специальный вырубной станок NM-1 или NM-5.В этом случае трудоемкие операции по надрезанию могут выполняться параллельно другим человеком, в то время как LL-41 фрезерует круглое бревно со шведской выемкой.
- LL-41 в сочетании с линией RoundMaster: такое решение повысит производительность и гибкость производства. Линия LL-41 + RoundMaster может производить бревна по цене около 15-20 долларов за квадратный фут (160-200 долларов за м²) или меньше, если производство хорошо организовано. Стоимость рабочей силы составляет около 50-70% от общей стоимости, поэтому в регионах или странах, где рабочая сила дешевле 30 долларов в час, окончательная цена будет пропорционально меньше 15 долларов за квадратный фут…
- Использование формовочного станка Woodlandia RLM и специального вырубного станка. Стоимость станков RLM варьируется от 80 до 160 тысяч долларов в зависимости от модели, однако производительность бревенчатого станка RLM в 10-20 раз выше производительности LL-41. Формовочные машины Woodlandia RLM могут производить бревна разного профиля каждые 1-3 минуты. Чтобы просмотреть информацию о формовочных машинах Woodlandia для строителей бревенчатых домов, щелкните здесь.
Строительство
LL-41 состоит из модульной рамы, головной бабки, задних бабок и подвижной тележки.
Хвостовая бабка может перемещаться вдоль рамы, чтобы соответствовать длине обрабатываемого бревна. Ложа имеет пику, к которой крепится бревно или приклад. Хвостовой приклад у щуки моторизован, что позволяет увеличивать длину щуки до 1 фута (30 см).
На голове ложа есть еще одна пика, которая крепится к раме. Эта пика (ось) приводится в движение (через редуктор) электродвигателем, который обеспечивает вращение бревна. Подвижная каретка LL-41 перемещается вперед и назад по опорной раме, приводимой в движение электродвигателем и цепной передачей.В подвижной тележке 2 фрезы: вертикальная и горизонтальная.
Фреза горизонтальная предназначена для:
- окорка
- удаление толстого слоя древесины
- фрезерование боковой проточки (Swedish Cope)
Вертикальная фреза предназначена для:
- отделка поверхности бревна
- фрезерование круглых вырезов
- фугование (строгание) поверхности
Токарно-станок управляется вручную оператором с помощью кнопок на панели управления.
LL-41 Настройка и установка
Обратите внимание: станок LL-41 поставляется в комплекте LOG LATHE KIT . Сборка требуется на месте у владельца (инструкция по сборке прилагается).
Токарный станок можно использовать как в помещении, так и на открытом воздухе под навесом или навесом. Для правильной работы станку требуется прочное основание, к которому рама токарного станка может быть прикручена или приварена. Рама должна быть правильно выровнена и выровнена во избежание деформации формы при точении.Все компоненты токарного станка тяжелые, поэтому для перемещения и перемещения компонентов станка во время настройки следует использовать вилочный погрузчик или небольшой кран.
Нажмите на картинку для увеличения …
Видео
Щелкните здесь, чтобы просмотреть видео о станке Woodlandia Log Lathe на YouTube.
Требования к питанию
Woodlandia поставляет два варианта токарного станка:
- LL-41K с трехфазным питанием всех двигателей, 480 В, 60 Гц, электричество
- LL-41KE с двигателями на 3 фазы, 380 В, 50 Гц
Дополнительно токарный станок может быть поставлен с подходящим дизельным генератором для удовлетворения потребностей клиентов в отдаленных районах или там, где трехфазное электричество недоступно.Для питания LL-41 требуется генератор мощностью не менее 25 кВт. Однако мы предлагаем вам взглянуть на генератор мощностью 30-40 кВт, потому что более крупный генератор может потреблять меньше дизельного топлива для выработки достаточной мощности для LL-41 (это утверждение следует оценить самостоятельно, изучив данные о расходе топлива конкретного генератора). Вы можете найти подержанный или новый генератор по адресу:
- местный производитель
- местный ликвидационный аукцион
- www.ebay.com
Техническая спецификация на станок токарный для логов ЛЛ-41
Физические характеристики
Длина: 33 фута (10 м)
Ширина: 5 футов (1.5 м)
Высота: 7 футов (2,1 м)
Вес: 4080 фунтов (1850 кг)
Окружающая среда: от -10 до +40 градусов Цельсия.
Требования к питанию
- LL-41K: 3 фазы, 460 В, 60 Гц
- LL-41KE: 30 А, 3 фазы, 380 В, 50 Гц
Материал строки и продукт
Бревна для срубов (бревна с Swedich Cope):
Инструмент
Загрузите и просмотрите следующий документ с описанием инструментов (режущие головки и ножи) для LL-41.
LL-41 Ножи и фрезерные головки
Технические характеристики
Скорость каретки
Электродвигатели
| компонент | частота, об / мин | номинальная мощность | примечание |
|---|---|---|---|
| Фреза черновая | 3520 | 19A, 11 кВт (14,74 л.с.) | |
| Фреза для тонкой резки | 3480 | 5.8A, 3 кВт (4,02 л.с.) | |
| Распилочная пила | 3480 | 2A, 1,1 кВт (1,48 л.с.) | |
| Каретка (движущаяся) | 1650 | 0,7A, 0,25 кВт (0,34 л.с.) | Частота вращениярегулируется с панели управления |
| каретка (подъемная фреза) | 1625 | 0,66А, 0.18кВт (0,24 л.с.) | Частота вращениярегулируется с панели управления |
| Головка (поворот бревна) | 1480 | 5,8 A, 3 кВт (4,02 л.с.) | Результирующая частота вращения может регулироваться постепенно, вручную, 32, 42 или 50 оборотов в минуту |
| Электродвигатель задней бабки | 1650 | 0,7A, 0,25 кВт (0,34 л.с.) | удлинение / уменьшение вращения бревна удерживающая щука |
Подробная информация о ценах, условиях покупки, гарантии и доставке
- Запросите, пожалуйста, наши прайс-листы ( нажмите здесь )
- По всему миру: 50% при заказе, 50% перед отправкой.
- Мы принимаем: USD, CAD, EURO
- Для получения информации о доставке свяжитесь с нами, пожалуйста, по запросу (требуется почтовый индекс места назначения).
- На изготовление и доставку уйдет 60-90 дней
- Предоставляется ограниченная гарантия (только на детали) на подшипники, электрические компоненты и двигатели. США и Канада: 1 год по всему миру; 6 месяцев.
- Сертификация CSA / ULC / CE недоступна
- Для получения информации о лизинге нажмите здесь
- Установка и настройка на стороне клиента не являются обязательными и стоят 1500 долларов + командировочные расходы.
- На LL-41K предоставляется 1-летняя ограниченная гарантия (только на детали)
- Поскольку машина имеет много вращающихся частей и требует высокого напряжения, использование машины может быть опасным и опасным при эксплуатации или сборке без надлежащих знаний, осознанности и осведомленности. Поэтому мы требуем, чтобы каждый клиент подписал форму освобождения от ответственности для устранения возможных юридических проблем, связанных с неправильной установкой или использованием владельцем.
Станок для бревен RLM (также известный как формирователь бревен, профилировщик бревен, строгальный станок, бревенчатый станок, станок для округления бревен) — мощное, надежное, эффективное и действенное решение для фрезерования пиломатериалов, бревен, круглых дюбелей или домовых бревен. Назначение бревенчатой мельницы RLM ® RLM = R otary L og M ill (или роторный формовщик бревен).
Какой станок RLM ® может фрезеровать? Вращающаяся бревенчатая мельница (RLM) может эффективно и эффективно фрезеровать следующие профили всего за 1 проход: Бревна RLM намного более гибкие и эффективные, чем:
Кроме того
Вот простая схема самой популярной машины этого типа RLM-320MF.
Важно знать заранее следующие факты о RLM-машинах:
Станки Woodlandia RLM являются наиболее эффективным оборудованием с точки зрения соотношения цена / производительность. В среднем бревна RLM могут производить профилированный бревно размером 1500-5000 фунтов на фут (500–1600 фунтов м) за 8-часовую рабочую смену. Скорость обработки зависит от:
Еще более высокая производительность (до 5000 фунт-футов) может быть достигнута при использовании автоматического оборудования для подачи / разгрузки бревен и надлежащей сортировки бревен.
Пожалуйста, если интересно ИзображенияКликните по картинке, чтобы открыть ее в полном размере в новом окне |
Типы окорки для бревен: руководство по преимуществам и недостаткам
У деревообрабатывающих предприятий нет недостатка в вариантах окорочного оборудования.Если переработчики имеют дело с большими объемами древесины, они могут выбирать из барабанных, кольцевых и роликовых (ротационных или непрерывных) окорочных станков. Если они различают свой процесс, они могут рассмотреть окорочный окорочный, кольцевой или цепной окорочный станок rosserhead. На их решение влияют многие непредвиденные обстоятельства, такие как капитальные затраты и необходимость сканирования журналов. Что делать, если их журналы заморожены? А что, если они имеют дело с видами, которые трудно окорить? В конечном итоге переработчики определяют, какой окорочный станок сделает их работу более прибыльной.
Чтобы помочь вам принять оптимальное решение для вашего комбината, мы составили это краткое руководство по окорочным станкам. В нем мы кратко опишем пять видов окорочных станков, их преимущества и недостатки.
Кольцевые окорочные станки подают бревна через кольцо резаков, которые механически очищают бревно от коры. Производители, которые выбирают кольцевые окорочные станки, должны разделять корм на эти машины. Кольцевые окорочные станки более популярны у переработчиков хвойных пород, чем у переработчиков твердой древесины.
Преимущества кольцевого окорочного станка
- Низкие капитальные затраты
- Может удалять кору с трудно окоренных пород
- Хорошо подходит для длинных, прямых бревен большого диаметра
Кольцевой окорочный станок время, поэтому производителям потребуется установить ступенчатый питатель и поднять окорочный станок.
Цепные цепы удаляют механически лаять, взбивая бревно цепями.Цепи соединены с небольшим вращающимся барабаном, под которым проходят бревна.
Преимущества цепного цепа
- Низкие капитальные затраты
- Может окорять замороженную древесину
- Может обрабатывать бревна различного диаметра и длины
- Быстро обрабатывает бревна
Цепной цеп Недостатки потери
- Высокие затраты на обслуживание
- Плохое качество поверхности бревен
- Возможность повреждения оборудования по линии, когда цепы смещаются и смешиваются с корой
- Необходимо подавать по одному бревну за раз, что ограничивает производство
Барабанные окорочные станки — это старая технология, разработанная для обработки крупных объемы пиломатериалов.Это массовая система, то есть операторы загружают несколько бревен в окорочный станок и окоряют их одновременно.
Барабанные окорочные машины состоят из большого вращающегося цилиндра (барабана), внутренняя поверхность которого оборудована выступами («рифтеры», «клепки» или «подъемники»). Когда барабан вращается, рифтеры поднимают бревна и заставляют их падать друг на друга. Когда кора сходит с бревен, она выходит из окорочного станка через прорези в барабане.
Барабанные окорочные машины не являются механическими окорочными станками, то есть сама машина не окоряет бревна.При окорке возникает трение, возникающее при столкновении бревен друг с другом. Рифтеры могут иногда удалять немного коры, но они не предназначены для резки.
Окорка барабаном может быть мокрой или сухой. Барабаны новых моделей включают зону влажной предварительной обработки, где кора, если она заморожена, оттаивает, чтобы она отделялась.
Барабанные окорочные станки были в основном заменены роликовыми окорочными станками. Поскольку роликовые окорочные станки обладают многими преимуществами перед барабанами, мы предлагаем производителям рассмотреть эти станки для крупносерийной окорки.
Преимущества окорочного барабанного окорочного станка
- Высокая производительность
- Производители могут загружать и выгружать несколько бревен
- Обеспечивает гладкую поверхность при мокром процессе
Недостатки барабанного окорочного станка
- Слишком частое разрушение приводит к большим потерям волокна, и окончательная очистка щеткой
- Слишком много коры осталось на бревнах
- Плохо обрабатывает бревна малого диаметра (или вообще не обрабатывает)
- Не удаляет замороженную кору хорошо или совсем без защиты от обледенения
- Не подходит для пород, у которых есть тягучая или трудно удаляемая кора
- Высокие затраты на техническое обслуживание
- Длительные простои на техническое обслуживание
- Высокие капитальные затраты и затраты на установку
- Высокие затраты на электроэнергию
- Необходимо иметь дело со сточными водами при мокром процессе
- Не легко отрегулировать; у производителей будут проблемы, если они установят его неправильно.
Вальцовые окорочные станки являются младшими родственниками барабанных окорочных станков.Валковые окорочные станки, разработанные в конце 80-х — начале 90-х годов, окоряют бревна с помощью трения и механических средств. Как и барабанные окорочные станки, они представляют собой массовую систему и могут одновременно окорять несколько бревен.
Валковые окорочные станки похожи на барабанные окорочные станки, но работают по-другому. Как и у барабанных окорочных станков, у них есть большая труба, по которой проходят бревна. Эта трубка, однако, неподвижна; это просто боковины и крышка. (Меньшие валковые окорочные машины могут иметь открытые верхние части.) Внутри окорочного станка находится ряд валков, оборудованных абразивными устройствами.Эти шлифовальные машины действуют как маленькие молотки, которые «пинают» бревна при их прохождении, заставляя их двигаться вверх по стороне окорочного станка, пока они не достигнут вершины, и снова упадут на груду бревен внутри окорочного станка. Пока это происходит, все бревна падают друг о друга. Абразивы также разрезают поверхность бревна, чтобы начать отслаивание коры.
Подобно барабанным окорочным станкам, бревна могут храниться внутри окорочного станка, закрыв ворота на выходной стороне машины. Если роликовый окорочный станок имеет пол, кора выходит из окорочного станка через щели.Если окорочный станок имеет открытую конструкцию пола, кора выходит между абразивными станками, которые предназначены для работы в качестве экрана.
Роликовый окорочный станок Преимущества
- Высокая производительность
- Может окорять бревна как малого, так и большого диаметра
- Можно окорять замороженные бревна
- Можно окорять породы с трудно удаляемой корой
- Можно окорять кривые бревна и большие сучья Минимальные потери волокна
- Высокий процент удаления коры
- Разумные капитальные затраты
- Легко модернизируется
- Легко адаптируется к видам и условиям
- Меньшая площадь основания
- Нет необходимости в предварительной обработке (и без сточных вод)
- Требуется меньше энергии, чем у барабанных окорочных станков Требуется один оператор
- Доступны различные размеры
Роликовый окорочный станок Недостатки
- Капитальные затраты выше, чем у кольцевого окорочного станка
- Затраты на установку больше, чем у кольцевого окорочного станка
- Не будет производить такую гладкую поверхность, как окорочный окорочный станок rosserhead
Мы фанаты ro окорочный станок ller.Мы считаем, что эта машина имеет огромный потенциал для экономии денег производителей и повышения их рентабельности. Если вы хотите узнать больше о роликовых окорочных станках, ознакомьтесь с роликовыми окорочными станками, предлагаемыми Biomass Engineering & Equipment, подразделением Veneer Services ® .
Окорочные станки Rosserhead (rosser head) часто используются на лесопильных и фанерных заводах. Эти окорочные станки механически удаляют кору с помощью фрез на вращающемся барабане, который рычаг опускает на бревно, вращающееся на опорных колесах.
Окорочные станки Rosserhead позволяют производителям создавать гладкие поверхности и формировать бревна для подготовки их к сканированию и обработке. Наиболее эффективно они работают в паре с редуктором стыковой засветки, который быстро устраняет корневую засветку. Без раструба бревно лучше вращается на окорочном станке и лучше работает по линии. Удаление раструба с помощью приспособления для снятия раструба также мешает операторам использовать головку rosserhead для удаления раструба. Удаление факелов — не лучшая задача этого окорочного станка.
Преимущества окорочного станка Rosserhead
- Возможность получения гладких поверхностей при подготовке к сканированию бревен
- Минимальные потери волокна *
- Управление одной кнопкой *
- Может окорять замороженную древесину *
- труднодоступные для окорки породы *
- Лучше всего подходит для лесопильных и фанерных заводов
* Зависит от производителя.
Недостатки окорочного станка Rosserhead
- Одновременно можно загружать в окорочный станок только одно бревно
- Не подходит для больших объемов работ
- Поверхность бревен может образоваться колечко или строжка *
- Высокая потеря волокна *
- Высокая обслуживание *
* Зависит от производителя.
Многие преимущества и недостатки зависят от производителя окорочного станка rosserhead. Это связано с тем, что окорочные станки rosserhead существуют уже несколько десятилетий, а некоторые производители не внедрили технологические усовершенствования.Такие компании, как Veneer Services ® , обновили свои машины с использованием новейших технологий, чтобы сделать их максимально эффективными и производительными.
Хотите узнать больше о нашем окорочном станке rosserhead? Щелкните здесь и ознакомьтесь со страницей продукта.
1. Описание производственных процессов
1. Описание производственных процессов1.1 Введение
1.2 Лесопильное производство
1.3 Производство фанеры
1,4 Производство ДСП
В связи с принятием мер по энергосбережению возникла необходимость в детальном анализе процесса и оборудования, используемого в этом процессе. Этот анализ должен был определить количество, тип и качество необходимой энергии, чтобы определить возможную экономию энергии, совместимую с соответствующим анализом затрат и выгод.
Следующие ниже описания процессов производства пиломатериалов, фанеры и ДСП носят общий характер и должны дать читателю общее представление о производственных процессах, задействованных в механической деревообрабатывающей промышленности, и о роли, в которой энергия играет важную роль. часть.
1.2.1 Сортировка бревен и окорка
1.2.2 Распиловка или дробление бревен
1.2.3 Сортировка и сортировка
1.2.4 Сушка
1.2.5 Повторная сортировка и наплавка
Лесопильное производство — менее сложная отрасль механической лесной промышленности. Он подразумевает выполнение определенного количества операций от обработки и транспортировки бревен до сушки, сортировки и классификации древесины, требующих различных видов энергии. В то время как в развивающихся странах большинство процессов являются высокомеханизированными, и потребности в энергии удовлетворяются в основном за счет выработки нескольких кВт для привода основных пил.Остальные процессы выполняются с использованием энергии животных и дешевой рабочей силы.
Тем не менее, независимо от характера задействованных процессов и действий, все действия, направленные на экономию энергии, требуют подробного анализа существующих процессов и возможных решений.
На Рисунке 1 представлена схема типичного предприятия и описание основных процессов для ознакомления читателя.
1.2.1 Сортировка бревен и окорка
По прибытии на склад комбината бревна сортируются и хранятся по видам, диаметру, длине, конечному использованию и т. Д.Складывается достаточное количество древесины для обеспечения непрерывной работы лесопильного завода, особенно в неблагоприятных погодных условиях, когда вывоз и поставка бревен из леса могут оказаться под угрозой.
Транспортировка и обработка бревен различаются от лесопильного завода к другому и в значительной степени зависят от производительности лесопильного завода и размера полученных потерь. Ручной и животный привод, который может использоваться в небольших переносных лесопильных станциях, до фронтальных погрузчиков для перевозки бревен и мостовых кранов, свидетельствует о большом разнообразии используемого в настоящее время подъемно-транспортного оборудования.
Рис. 1. Лесопильное производство — упрощенный технологический процесс
Окорка бревен вручную или механическими окорочными станками в лесу или на заводе становится общепринятой практикой. Окорка предназначена для защиты пил и другого оборудования от чрезмерного износа и повреждений, которые в противном случае могли бы возникнуть в результате попадания в кору камней, металла и других подобных предметов; окорка также помогает главному пилораму оценить древесину.Шайбы для бревен также можно использовать для удаления оставшегося песка или грязи, которые могут приставать к поверхности бревен.
1.2.2 Распил или разрушение бревен
Перед тем, как бревно подано на головную опору для разрушения, оно обрезается до максимально допустимой прямой длины с помощью отрезной пилы, после чего оно загружается на тележку головной пилы и размещается таким образом, чтобы позволить оператору достичь максимальной длины. рисунок распиловки, который приведет к оптимальному производству пиломатериалов с минимумом отходов.Схема пропила во многом определяется размером и состоянием бревна, а также требованиями рынка к ширине и толщине пиломатериалов.
Распиловка бревна осуществляется с помощью ленточной пилы или циркулярной пилы со второй пилой, установленной вертикально над первой, в случае распиловки бревен большого диаметра. Тележка для бревен перемещает бревно через головную пилу, на которой бревно может быть зажато и повернуто, чтобы его можно было поднести к головной пиле для достижения наилучшего рисунка пиления.
Вслед за головной опорой на перекладке происходит дальнейшая разборка плит, обрезков и брусьев, что позволяет улучшить древесину; толстые плиты распиливают на доски, а брус и брус распиливают на доски и доски. Неровные закругленные края деталей, выходящих из передней стойки и повторных пил, удаляются либо циркулярной пилой, либо кромкообрезным станком, чтобы получить стандартную ширину по мере необходимости.
При выходе из головной бруса, пилы или обрезного станка пиломатериалы разрезаются на стандартизованную длину, кромки выравниваются и дефекты устраняются с помощью одной или нескольких фиксированных или подвижных обрезных пил, после чего пиломатериалы подвергаются сортировке и сортировке.
1.2.3 Сортировка и сортировка
Пиломатериалы и обрезки сортируются по толщине, ширине, длине, качеству, сорту и породе в зависимости от требований рынка; такая деятельность может выполняться вручную или, в случае заводов, где нет дешевой рабочей силы, механизированными сортировщиками. Сортировка — это способ разделения пиломатериалов по общему качеству, направлению волокон, наличию сучков и дефектов, а также по общему виду и т. Д.
Для защиты пиломатериалов от поражения грибами и насекомыми, а также для предотвращения склонности высушенных на воздухе пиломатериалов к расслоению и расколу концы можно чистить щеткой вручную или механически, погрузив их в подготовленный химический раствор.Воск или краска наносятся на торцы пиломатериалов, подлежащих сушке на воздухе, кистью или распылением, чтобы действовать как герметик, чтобы вызвать более медленное высыхание конечностей и, следовательно, вызвать более сильное высыхание. равномерное высыхание пиломатериалов.
1.2.4 Сушка
Пиломатериал, который не продается в зеленом виде, сушится воздухом или в печи, что улучшает его товарный вид. При сушке и снижении содержания влаги до приемлемого уровня его ценность повышается за счет того, что древесина стабилизируется по размерам, а ее прочность и цвет улучшаются; Кроме того, снижение веса снижает транспортные расходы.
Сушка на воздухе включает укладку пиломатериалов штабелями на открытом воздухе или под навесами на подготовленном грунте таким образом, чтобы они подвергались хорошему потоку воздуха до тех пор, пока не будет достигнута требуемая влажность.
Хотя воздушная сушка требует минимальных капитальных и эксплуатационных затрат, она требует большого количества земли, включает в себя большие запасы, которые представляют опасность пожара, а условия и скорость сушки находятся вне контроля оператора двора.
Сушка в печи, с другой стороны, позволяет пиломатериалам сушиться в закрытой и контролируемой среде, где можно регулировать температуру, циркуляцию воздуха и влажность, чтобы достичь наиболее экономичных условий сушки без ухудшения качества. Две наиболее распространенные печи — это печи периодического и прогрессивного типа. Первый сушит древесину в камерах в качестве загрузки партии, тогда как второй сушит древесину, пока она перемещается по длине печи на грузовиках.
Поскольку на сушку пиломатериалов в печи приходится около 70-90 процентов всей энергии, потребляемой в процессе лесопиления, в настоящее время в лесопильной промышленности становится широко распространенной практикой использовать ее остатки в качестве источника топлива, энергетическая ценность которого составляет что может даже быть избыточным для нужд комбината.
1.2.5 Восстановление и наплавка
Перед тем, как складывать пиломатериал на хранение, его обычно проверяют на предмет каких-либо дефектов, которые могли возникнуть в процессе сушки, таких как секущиеся концы, незакрепленные сучки и т. Д., Которые можно удалить путем обрезки и, следовательно, повышения его стоимости.
Дальнейшее улучшение может быть выполнено путем строгания поверхности с использованием строгальных станков с вращающимся ножом или абразивных лент в соответствии с потребностями рынка.
1.3.1 Журнал сортировка, кондиционирование и окорка
1.3.2 Очистка, наматывание и обрезка
1.3.3 Сушка шпона
1.3.4 Сборка
1.3.5 Прессование
1.3.6 Чистовая обработка
На Рисунке 2 представлена типовая схема завода, чтобы проиллюстрировать читателям задействованные процессы.
1.3.1 Сортировка, кондиционирование и окорка бревен
Бревна подходящего размера и качества для резки и очистки обычно сортируются на складе по прибытии в соответствии с размером и видом.Погрузочно-разгрузочные работы могут осуществляться с помощью тяжелых погрузчиков, буровых вышек или кранов, размеры которых соответствуют размерам и весу бревен.
Рис. 2. Производство фанеры — упрощенный технологический процесс
Перед лущением большинство пиломатериалов необходимо кондиционировать, чтобы смягчить древесину, чтобы облегчить лущение и получить шпон приемлемого качества. Кондиционирование включает в себя воздействие тепла и влаги на блоки овощечистки путем замачивания в чанах с горячей водой или воздействия острого пара или струй горячей воды.
Затем происходит окорка бревен для облегчения работы оператора токарного станка и удаления грязи и мусора, которые в противном случае могут нанести вред ножу токарного станка, после чего бревна разрезаются на длину, подходящую для токарного станка, которая обычно составляет 240 -270 см.
1.3.2 Очистка, наматывание и клипсование
В настоящее время почти во всех случаях фанерный шпон разрезается ротационным способом, при этом блок снятия обрезки вращается вокруг своей оси на токарном станке, в то время как сплошной лист шпона разрезается ножом, установленным параллельно оси блока.
Затем лист шпона наматывают на катушки или направляют в систему с несколькими лотками, чтобы обеспечить хранение и перенапряжение в случае колебаний подачи шпона с токарного станка; скорости обеих систем хранения обычно синхронизируются со скоростью токарного станка.
Затем зеленый шпон обрезается по размеру вручную или с помощью высокоскоростных ножей, сортируется и складывается в стопки для сушки. Затем из листа вырезаются любые дефекты, такие как сучки и трещины.
1.3.3 Сушка шпона
Сушка шпона до содержания влаги от двух до десяти процентов предназначена для облегчения процесса склеивания во время производства фанеры. В зависимости от расположения и сложности фанерного завода листы шпона можно оставить для сушки на воздухе или в печи. Сушка в печи включает сушку штабелированного шпона партиями или непрерывную сушку листов, которые механически транспортируются либо на непрерывной ленте, либо на роликовой системе по всей длине сушилки.Очевидно, что контролируемая среда сушки при минимальном обращении приведет к более равномерной сушке шпона с наименьшим количеством повреждений.
На сушку шпона приходится около 70 процентов тепловой энергии, потребляемой при производстве фанеры, и примерно 60 процентов от общей потребности комбината в энергии. По этой причине постоянно разрабатываются новые и улучшенные сушильные системы, а также способы их нагрева.
Нагрев сушилки может осуществляться за счет непрямого использования пара или термического масла или прямого сжигания, при этом температура регулируется регулировкой подпитки свежим воздухом.Хотя температуры сушки от 90 до 160 ° C можно считать нормальными, для некоторых видов используются повышенные температуры примерно до 175 ° C, чтобы сократить общее время сушки.
1.3.4 Сборка
Сборка фанеры перед прессованием заключается в стыковке узких полос шпона, которые склеиваются по кромке с получением листов необходимого размера. Затем клей наносится на внутренние слои или сердцевину, которые, в свою очередь, укладываются между внешними слоями фанеры, готовыми к склеиванию.На эту операцию приходится значительная часть ручного труда, используемого в производственном процессе.
Хотя ручные валковые разбрасыватели являются широко используемым методом нанесения клея, развитие альтернативных систем привело к внедрению навесных устройств для нанесения покрытий, экструдеров, окрасочных камер и т. Д., Каждая из которых имеет свои особенности.
1.3.5 Прессование
После укладки фанеры в виде сборочных листов фанеры их подают в гидравлические прессы, чтобы привести фанеру в непосредственный контакт с клеем, где при нагревании клей отверждается.
Переход от холодных прессов с одним открытием к горячим прессам с несколькими открываниями, с дневным светом от 5 до 25 и работающими при температуре плиты порядка 80–180 ° C, значительно сократил общее время цикла прессования и повысил производительность пресса. Плиты обычно нагреваются горячей водой или паром, хотя термическое масло используется при прессовании при более высоких температурах.
Предварительное холодное прессование при сравнительно низком давлении не используется в современных производственных линиях.Это в значительной степени связано с тем, что со склеенным шпоном легче обращаться и загружать его в пресс для горячего прессования, к тому же уменьшенная толщина слоя позволяет использовать меньшие отверстия для дневного света в прессе для горячего прессования, что приводит к общему сокращению времени загрузки и горячего прессования. .
1.3.6 Чистовая
Первичная отделка, которая включает в себя обрезку, шлифовку и обновление фанеры после прессования, проводится с целью повышения товарности продукта. Она выполняется либо на отдельных рабочих станциях, либо, в случае современных мельниц, как комбинированная операция на непрерывной полуавтоматической линии.
Обрезные пилы отрезают фанерные доски до необходимого размера, которые затем шлифуются на станках, оснащенных широколенточными или барабанными шлифовальными машинами, для получения желаемой гладкости поверхности. Повреждения или дефекты лицевых виниров затем устраняются вручную путем закупоривания и наложения пластырей.
Фанера производится в широком диапазоне размеров и толщины, хотя чаще всего производятся размеры 1220 x 2440 мм вместе с панелями размером 1830 x 3050 мм и 915 x 915 мм.Толщина может составлять от 3 до 25 мм, при этом количество слоев составляет от трех для плит толщиной до 7,5 мм до пяти и более слоев для более толстых сортов.
1.4.1 Подготовка частиц
1.4.2 Сушка частиц и просеивание
1.4.3 Смешивание и формование мата
1.4.4 Прессование
1.4.5 Отделка плит
В большинстве случаев производство частиц включает в себя определенное количество операций, как описано ниже (см. Рисунок 3), которые требуют различных количеств и типов энергии.
Рисунок 3. Производство ДСП — упрощенный технологический процесс
1.4.1 Подготовка частиц
Отделка ДСП производится из множества источников, и по мере того, как конкуренция за твердую древесину и твердые древесные отходы возрастает, производители вынуждены прибегать к использованию низкосортных отходов, таких как измельченные отходы заводов, опилки, строгальная стружка и т. Д. а также ранее не рассматриваемые породы древесины.
Ввиду широкого ассортимента целлюлозы, поставляемой на завод, разделение по размеру и, если возможно, по видам должно проводиться до процесса измельчения.Кора удаляется с бревен, если это еще не сделано в лесу, чтобы избежать затупления ножей измельчителя, а наличие камнеуловителей и магнитных сепараторов предохраняет другое оборудование для измельчения от повреждений, которые в противном случае были бы вызваны, если с волокном были внесены противоречия. отделка.
Размер и геометрия частиц, необходимые для внутреннего и поверхностного слоев древесно-стружечных плит, достигаются с помощью разнообразного оборудования для измельчения, которое соответствует разнообразию и размеру используемой древесины и древесных остатков.Измельчители, ножевые дробилки, молотковые дробилки, дисковые рафинеры и т. Д., Каждая из которых работает по разному принципу, с использованием ножей, ударных стержней, рифленых дисковых пластин и т. Д., Лишь некоторые из них широко используются в промышленности.
1.4.2 Сушка и просеивание частиц
Большую часть композиции, поставляемой на комбинат, необходимо высушить, чтобы общий уровень влажности частиц составлял порядка трех-восьми процентов с целью связывания с жидкими смолами.
Сушка частиц — это непрерывный процесс, при котором частицы движутся по длине вращающихся горизонтальных сушилок, будучи подвешенными и подверженными воздействию горячих газов или тепла, выделяемого пучками труб, по которым передается горячая вода, пар или термическое масло.Тепло образуется при сжигании нефти, газа или технологических остатков. В настоящее время мгновенная сушка рассматривается как приемлемая альтернатива ротационным сушилкам и требует несколько более низких температур сушки.
Непосредственно после сушки частицы просеиваются по размеру на вибрационных или вращающихся ситах или путем классификации по воздуху. Просеивание обычно происходит после сушилок, поскольку влажные частицы имеют тенденцию слипаться, забивая пластины сита и снижая общую эффективность процесса просеивания.
Частицы разделяются по размеру с целью сортировки композиции для лицевого и внутреннего слоев плиты. Важно, чтобы частицы слишком большого размера были рециркулированы для дальнейшего измельчения, а мелкие частицы отсеивались, чтобы избежать потребления непропорционального количества связующего на основе смолы и обеспечить ценный источник топлива.
1.4.3 Смешивание и формование мата
Клеи в виде мочевины, фенола и меламиноформальдегида обычно используются для связывания смеси частиц, причем первый является наиболее предпочтительной из используемых смол.От трех до десяти процентов по массе смолы вместе с другими добавками, используемыми для придания таких свойств, как огнестойкость и т. Д., Смешивают в контролируемых условиях порциями или в непрерывном режиме. Смешивание может происходить либо в больших чанах с медленной скоростью, либо в небольших блендерах с быстрым смешиванием и более коротким временем смешивания.
На более современных заводах по производству древесно-стружечных плит формование мата является полностью механическим процессом, тогда как более старые формовщики требуют ручного выравнивания. Несмотря на большое разнообразие доступных в настоящее время формовщиков, основные принципы формирования мата в целом схожи в том, что равномерный поток частиц подается к формовщику из сборного бункера, который в свою очередь дозирует равномерно распределенный слой частиц в рама на движущейся ленте или уплотнении.
Формирователи могут быть оснащены одной или несколькими формовочными головками, которые могут быть либо неподвижными, либо подвижными, и сконструированы таким образом, что самые мелкие частицы доставляются для формирования поверхностных слоев мата, а более грубые материалы — для формирования сердцевины. Во всех случаях важно, чтобы был сформирован равномерно распределенный мат желаемого веса. Коврики, не соответствующие стандарту, отбраковываются и перерабатываются.
Транспортировка матов к предварительному прессу и горячему прессу осуществляется путем формования матов на металлических пластинах, называемых калами, которые затем вручную или механически катят к прессам, или, в случае систем без уплотнения, с использованием гибкие металлические ленты, пластиковые ленты и лотки, по которым маты транспортируются к прессу горячего прессования.
1.4.4 Прессование
Предварительное прессование матов перед использованием в многопластовых горячих прессах в настоящее время становится обычным явлением в процессе прессования из-за уплотнения и уменьшения ширины мата. Это позволяет упростить обращение и использовать более узкие отверстия в горячем прессе, что значительно сокращает время прессования.
В то время как предварительные прессы могут быть горячего или холодного типа, основной пресс всегда нагревается путем пропускания горячей воды, пара или масла через плиты до температуры порядка 140-200 ° C, в зависимости от используемые смолы и тип пресса.
Могут использоваться горячие прессы с одним или несколькими открываниями, при этом загрузка и разгрузка осуществляется вручную или механически с помощью троса, цепных подъемников или гидравлики, в зависимости от возраста и сложности установки. Хотя в более крупных современных установках и время прессования, и давление регулируются автоматически, на многих заводах по-прежнему предпочтительнее ручное управление, поскольку оно позволяет производить регулировку для различного качества мата.
1.4.5 Доска отделочная
На выходе из горячего пресса доски отделяются от герметиков вручную или механически с помощью цепей или поворотных устройств.Уплотнения укладываются в стопку, дают остыть, а затем возвращаются на станцию формования на толкающих тележках или механически транспортируются по фиксированной возвратной линии. Плиты, в свою очередь, охлаждаются и кондиционируются, чтобы избежать разложения смол мочевины.
Обрезные пилы используются для обрезки досок по размеру, при этом обрезки кромок либо перерабатываются, либо используются в качестве топлива. Чтобы соответствовать установленным стандартам в отношении толщины и качества поверхности, можно использовать комбинацию ножевых строгальных станков и ленточных или барабанных шлифовальных машин.
После обработки поверхности досок их разрезают на размер по длине и ширине с помощью комбинации пил в соответствии с требованиями рынка. ДСП обычно выпускается в виде панелей размером 1220 x 2440 мм и толщиной от 3 до 35 мм, из которых 19 мм являются наиболее распространенными. Обычно плиты производятся в диапазоне средней плотности 400-800 кг на кубический метр, хотя в качестве основного материала используется плита высокой плотности 800-1120 кг на кубический метр.
Эффективная и универсальная машина для пожаротушения
Доступ к высококачественным, профессиональным и универсальным. машина для бревен на Alibaba.com для всех видов коммерческой резки древесины и изготовления мебели. Эти эффективные. Машина для бревен - одни из самых продаваемых продуктов на сайте от ведущих производителей и поставщиков, доступные по невероятным ценам и отличным скидкам. Эти крепкие. Машина для бревен идеальна для коммерческих целей благодаря своей превосходной прочности и стабильной производительности, которая гарантирована без ущерба для качества.Это машины с интеллектуальным управлением, которые имеют обширные гарантийные сроки и сертификаты качества.Оборудованные модернизированными технологиями и передовыми функциями, эти. Машина для бревен изготовлена из прочных материалов для повышения прочности, устойчивости и увеличения срока службы. Эти продукты экологически чистые и в то же время считаются энергосберегающими машинами. Эти. Машина для бревен имеет противоскользящие элементы, более высокую точность и повышенную жесткость.Эти. станок для бревен также оснащен острыми лезвиями различных размеров и может работать со всеми видами древесины.
Alibaba.com предлагает полную линейку доменов. машина для пожаротушения , которая доступна в различных размерах, формах, цветах, мощностях и функциях в зависимости от моделей. Это оптимальное качество. Машина для бревен отличается высокой производительностью и минимальными затратами на техническое обслуживание, что позволяет экономить деньги с течением времени. Стол подачи этих продуктов может быть изменен в соответствии с требованиями заказчика.